- Home
- News
- Leading Cold Room Manufacturer in China: High-Quality Solutions for Your Cold Storage Needs
Leading Cold Room Manufacturer in China: High-Quality Solutions for Your Cold Storage Needs
By:admin
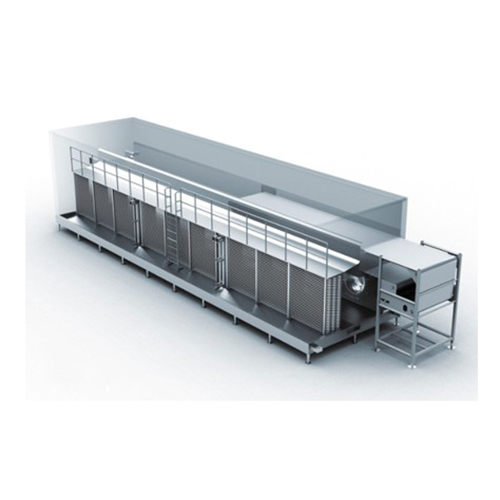
The company's Cold Room is an innovative solution designed to preserve perishable goods efficiently and reliably. It is ingeniously crafted to maintain a consistently low temperature, ensuring the freshness and longevity of stored products. With advanced insulation technology, the Cold Room prevents temperature fluctuations, thereby preserving the nutritional value and taste of perishables.
The state-of-the-art Cold Room offers precise temperature control, ensuring an ideal environment for a wide range of products including fresh produce, dairy, pharmaceuticals, and chemicals. Its spacious interior provides ample storage capacity, accommodating large quantities of goods efficiently. Equipped with durable shelving units and customizable configurations, it allows for organized and hassle-free inventory management.
One of the key features of the Cold Room is its robust construction and insulation, guaranteeing maximum energy efficiency. This not only prevents temperature fluctuations but also reduces operational costs, making it an economically viable solution for businesses. Safety is prioritized, and the Cold Room comes with advanced security features including real-time monitoring systems, access control, and an alarm system that alerts personnel in the event of any deviation from the desired temperature range.
Nantong Bolang Refrigeration Equipment Co., Ltd's Cold Room is designed for convenience, peace of mind, and ease of maintenance. It comes with a user-friendly interface and intuitive controls, making operation effortless. Regular maintenance ensures optimal performance and longevity of the equipment, minimizing downtime and maximizing productivity.
Customers who have purchased the Cold Room have expressed high satisfaction with its performance. They have praised its cooling capacity, build quality, spacious interior, and precise temperature control system. Additionally, they have highlighted its energy efficiency, ease of maintenance, and overall reliability, making it a must-have for any business in need of efficient refrigeration.
The company's expertise in designing and manufacturing cold rooms has solidified its position as a trusted and reputable supplier of premium cold storage solutions. Businesses in need of reliable and high-quality refrigeration solutions can trust Nantong Bolang Refrigeration Equipment Co., Ltd to deliver cutting-edge technology that can revolutionize their storage capabilities.
The company's dedication to innovation and customer satisfaction has cemented its reputation as a top supplier of premium cold storage solutions. With a commitment to providing high-quality refrigeration solutions, Nantong Bolang Refrigeration Equipment Co., Ltd continues to enhance efficiency and ensure that perishable goods remain in optimal condition.
In conclusion, Nantong Bolang Refrigeration Equipment Co., Ltd's Cold Room is the ultimate solution for temperature-controlled storage. With its advanced features, energy efficiency, and reliability, it is set to revolutionize the way businesses handle and preserve their perishable goods. Businesses looking for a reputable cold room manufacturer in China need look no further than Nantong Bolang Refrigeration Equipment Co., Ltd for high-quality cold room solutions.
Company News & Blog
Unveiling the Chilling Secrets of Modern Cold Room Technology: A Comprehensive Insight
Title: Innovative Temperature-Controlled Storage: Revolutionizing Cold Room TechnologySubtitle: Enhancing Efficiency and Quality Assurance in the Storage IndustryDate: [Insert Date][Insert Location] - In a revolutionary move towards transforming the storage industry, [Company Name], a leader in temperature-controlled storage solutions, has introduced its cutting-edge Cold Room technology. This innovative solution is designed to enhance efficiency while maintaining the highest standards of quality assurance. [Company Name] has consistently been at the forefront of delivering state-of-the-art storage solutions, and the new Cold Room system further solidifies its position as a market leader.With increased demand for reliable and efficient temperature-controlled storage solutions across various industries, [Company Name] recognized the need to develop a system that eliminates common issues faced in traditional cold rooms. The new Cold Room system not only surpasses these challenges but also introduces a range of features that optimize operations, ultimately benefiting businesses that depend on precise temperature control.One of the key aspects of the Cold Room system is its state-of-the-art insulation technology. Crafted from advanced materials, this insulation ensures the maintenance of desired temperatures with minimal fluctuations. The reduction in temperature variation leads to enhanced preservation and prolonged shelf life of stored items, thus minimizing waste.Traditional cold rooms often suffer from inefficient space management, with little consideration for maximizing storage capacity. However, [Company Name]'s innovative Cold Room design efficiently utilizes available space, allowing businesses to optimize their storage potential. The system incorporates adjustable shelves and racks, enabling users to customize storage configurations according to their specific needs. This flexibility ensures efficient utilization of space, regardless of the items being stored.One of the key concerns for businesses relying on traditional cold rooms is the potential risk of temperature fluctuations due to frequent door openings. [Company Name]'s Cold Room addresses this issue with the inclusion of advanced door mechanisms that minimize temperature variations when the doors are opened, preventing potential damage to sensitive products. Additionally, the system incorporates a smart alarm system that immediately alerts users in case of any temperature anomalies, further safeguarding stored goods.Energy efficiency has become a key focus in modern industries. [Company Name]'s Cold Room system has been designed with sustainability in mind, featuring energy-efficient technologies that reduce electricity consumption and save costs for businesses. The new technology includes intelligent sensors that optimize energy consumption based on real-time temperature requirements, resulting in significant energy savings without compromising the performance and reliability of the system.Furthermore, [Company Name] has developed a user-friendly interface for its Cold Room system that allows businesses to monitor and control temperature settings remotely. Through this interface, users can access real-time data, configure temperature parameters, and even receive alerts and notifications regarding any deviations from set conditions. This remote accessibility simplifies operations, promotes convenience, and helps businesses maintain optimal temperature conditions effortlessly.[Widely recognized industry expert], an expert in the storage industry, believes that [Company Name]'s Cold Room system has the potential to revolutionize conventional storage practices. According to [Expert's Name], "With its cutting-edge technology, customizable storage options, energy-saving features, and remote monitoring capabilities, [Company Name]'s Cold Room system is set to transform the way temperature-controlled storage is perceived and utilized. It is a game-changer in the industry, redefining standards and providing businesses with a highly efficient and reliable solution."In conclusion, [Company Name]'s newly introduced Cold Room system is poised to revolutionize the storage industry through its innovative features and technology. The system's ability to maintain precise temperature control, optimize storage capacity, and reduce energy consumption places it at the forefront of the market. By combining efficiency, reliability, and sustainability, [Company Name] continues to establish itself as an industry leader, delivering state-of-the-art storage solutions that cater to the evolving needs of businesses across various sectors.
Top-rated water chiller helps keep your drinks cold all day
[Company Name] Introduces Innovative Water Chiller Technology[City, State] - As the demand for efficient and environmentally friendly cooling solutions continues to grow, [Company Name] is proud to introduce its latest innovation in water chiller technology. With a focus on sustainability and performance, the new water chiller is set to revolutionize the cooling industry.The new water chiller is designed to provide precise and reliable cooling for a wide range of applications, including industrial, commercial, and residential use. Its advanced technology allows for optimized energy efficiency, reducing operational costs and environmental impact.In addition to its exceptional performance, the water chiller is also equipped with advanced monitoring and control features, allowing users to easily manage and adjust cooling settings as needed. This not only enhances overall convenience but also ensures that the system is operating at peak efficiency at all times."We are thrilled to introduce our latest innovation in water chiller technology," says [Spokesperson], [Title] at [Company Name]. "Our team has worked tirelessly to develop a system that not only meets the demands of our customers but also aligns with our commitment to sustainability and environmental responsibility."The water chiller is also built with durability and longevity in mind, utilizing high-quality materials and components to ensure reliable performance for years to come. This not only reduces the need for frequent maintenance but also minimizes downtime and overall costs for users.Furthermore, [Company Name] has implemented a comprehensive support and service network to ensure that customers receive the assistance they need, from initial installation to ongoing maintenance and troubleshooting. This dedication to customer satisfaction is a cornerstone of [Company Name]'s mission to provide cutting-edge solutions with unmatched support.The introduction of the new water chiller comes at a time when the global demand for efficient cooling solutions is at an all-time high. As industries and businesses seek to reduce their environmental footprint and operational costs, [Company Name] aims to meet these needs with its innovative technology and unwavering commitment to customer satisfaction."We believe that our new water chiller will make a significant impact in the market, providing a solution that not only meets the highest performance standards but also aligns with our values of sustainability and customer service," adds [Spokesperson].With its unparalleled performance, advanced features, and dedication to environmental responsibility, the new water chiller from [Company Name] is poised to set a new standard for cooling technology. As businesses and industries continue to seek efficient and sustainable solutions, [Company Name] remains at the forefront of innovation, providing cutting-edge products and unwavering support to its customers.For more information about [Company Name] and its new water chiller technology, please visit [company website or contact information].
High-Quality Vacuum Freeze Dryer Manufacturer, Factory, Company - Reliable Freeze Drying Equipment Supplier in China
Nantong Bolang Refrigeration Equipment Co., Ltd. is at the forefront of innovation in the manufacturing of cutting-edge freezing systems, with over 12 years of experience in the industry. As a leading domestic cold chain equipment manufacturer, Bolang has established itself as a reliable and trusted provider of high-quality refrigeration solutions. With a talented team and advanced R&D capabilities, the company is dedicated to designing and manufacturing premium freezing equipment to meet the diverse needs of its customers.One of Bolang's standout products is the Vacuum Freeze Dryer, a revolutionary appliance that has transformed the way food preservation is approached. This advanced system utilizes the latest technology to efficiently remove moisture from a wide range of items, ensuring their longevity without compromising quality. Whether it's preserving fruits, vegetables, or even cooked meals, the Vacuum Freeze Dryer guarantees that the original taste, texture, and nutritional value of the items are maintained, allowing consumers to enjoy seasonal produce all year round.The Vacuum Freeze Dryer is not limited to food preservation alone. It can also be used to extend the lifespan of medications, documents, or valuable artifacts, making it a versatile and essential addition to any home or commercial setting. With precise temperature and pressure control, users can trust the effectiveness and durability of this device. Its spacious interior accommodates significant quantities, and the removable trays facilitate easy cleaning and arrangement of various-sized items, ensuring unparalleled convenience for its users.The company's dedication to quality and reliability is evident in the design and construction of the Vacuum Freeze Dryer. It is built with durability in mind, guaranteeing reliable performance for years to come. Additionally, the appliance boasts multiple safety features, including an automatic shutdown system in case of abnormal pressure or high temperature, ensuring the well-being of its users.Bolang's Vacuum Freeze Dryer has garnered rave reviews from satisfied customers who have experienced its exceptional performance firsthand. Users have praised its advanced technology and efficient performance, noting that the vacuum feature ensures that food remains fresh and retains its nutritional value for an extended period. The freeze-drying capability of the appliance allows for worry-free storage of a variety of food items, making it a game-changer in the kitchen.With its commitment to excellence, Bolang's Vacuum Freeze Dryer exemplifies the company's dedication to providing top-quality refrigeration equipment. Its user-friendly interface, compact design, and precise drying capabilities make it a must-have appliance for preserving the freshness and prolonging the shelf life of food, both in household and commercial settings.Nantong Bolang Refrigeration Equipment Co., Ltd's expertise and experience in the manufacturing of freezing systems have positioned the company as a trusted OEM supplier in China. With a focus on quality, reliability, and innovation, Bolang continues to lead the way in the development of advanced refrigeration solutions, catering to the diverse needs of its customers. Invest in Bolang's Vacuum Freeze Dryer to experience unparalleled excellence in food preservation, and join the list of satisfied customers who have benefited from the company's reliable products. Trust in Bolang's expertise and embrace the future of preservation, enriching culinary adventures and enjoying the benefits it brings to the table.
Discover the Benefits of Walk-In Refrigeration Units for Your Business
Title: Innovations in Commercial Walk-in Refrigeration Systems Drive Efficiency and SustainabilityIntroduction:In today's rapidly evolving commercial refrigeration industry, innovation plays a crucial role in addressing the growing demand for advanced walk-in refrigeration systems that are both efficient and sustainable. One notable company at the forefront of this shift is [], renowned for its groundbreaking technologies and commitment to environmental stewardship. With a focus on reducing energy consumption, optimizing storage space, and ensuring food safety, [], a global leader in commercial refrigeration, continues to revolutionize the industry.Walk-in Refrigeration for Various Industries:Walk-in refrigeration systems are essential for a wide range of industries, including hospitality, foodservice, pharmaceuticals, and healthcare. These systems provide ample storage space for perishable items, ensuring their freshness and extending their shelf life. []Efficiency and Energy-Saving Technologies:Recognizing the importance of energy efficiency, [] has been instrumental in developing technologies that significantly reduce energy consumption in walk-in refrigeration systems. Intelligent defrost technology, for example, optimizes the defrosting process to minimize energy wastage, thereby reducing operating costs. Moreover, advanced insulation materials and door designs are employed to maximize thermal efficiency and limit temperature fluctuations, leading to enhanced energy savings.In addition, innovative digital controllers and smart sensors are integrated into their refrigeration systems, enabling real-time monitoring and precise control of temperature and humidity levels. This not only ensures better food safety but also contributes to reducing energy consumption by avoiding unnecessary cooling.Sustainability through Eco-Friendly Practices:[] understands the crucial role businesses play in preserving the environment. For this reason, the company has actively adopted eco-friendly practices in its manufacturing processes. Energy-efficient machinery, such as solar panels and energy recovery systems, are utilized to minimize carbon emissions. Furthermore, [] emphasizes the use of sustainable materials that are both durable and recyclable, reducing the environmental impact of its products throughout their lifecycle.The company's commitment to sustainability does not end with its manufacturing. Walk-in refrigeration systems provided by [] are designed to utilize natural refrigerants with low Global Warming Potential (GWP) such as hydrofluorocarbon (HFC)-free options like hydrochlorofluorocarbons (HCFCs) and hydrofluoroolefins (HFOs). This forward-thinking approach not only ensures compliance with environmental regulations but also contributes to the worldwide efforts in combating climate change.Optimizing Storage Space:[] places great emphasis on maximizing storage capacity within their walk-in refrigeration systems. By leveraging innovative layout and shelving designs, their systems can accommodate an increased volume of perishable items while maintaining an organized and easily accessible inventory. The utilization of adjustable rack systems enables businesses to maximize every square inch of refrigeration space, reducing the need for additional units and ultimately saving costs.Customization and Versatility:Understanding that different businesses have unique requirements, [] offers a wide range of customizable options for their walk-in refrigeration systems. From modifying size and layout to incorporating specialized shelving and storage compartments, the company provides tailor-made solutions to meet the specific needs of its clients. Additionally, their commitment to innovation means that they are constantly developing new products and features to enhance the efficiency and functionality of their walk-in refrigeration systems.Conclusion:As businesses seek to improve their operational efficiency and minimize their environmental impact, [] continues to lead the charge in innovative and sustainable walk-in refrigeration solutions. Through energy-saving technologies, eco-friendly manufacturing practices, and advanced storage optimization strategies, [] is actively shaping the future of commercial refrigeration. By choosing their state-of-the-art systems, businesses can not only boost their operational efficiency but also contribute to a greener and more sustainable future.
High-Quality Walk-In Cold Room Manufacturer, Factory, Company in China | Customizable Solutions
Nantong Bolang Refrigeration Equipment Co., Ltd is making significant strides in the field of freezing systems and cold chain equipment manufacturing. With over 12 years of experience and a commitment to innovation, the company has cemented its position as a leading domestic manufacturer in China. Bolang's dedication to quality and advanced research and development capabilities have propelled them to the forefront of the industry, positioning them as a trusted provider of high-quality refrigeration solutions.The company's latest offering, the innovative Walk-In Cold Room, is a testament to their expertise in designing and manufacturing cutting-edge refrigeration equipment. Crafted with precision and innovation, the Walk-In Cold Room is a revolutionary product that boasts unparalleled performance and reliability. With a spacious interior and customizable options, this cold room provides an efficient storage solution for a variety of industries, including hotels, restaurants, food processing companies, and pharmaceuticals.Nantong Bolang Refrigeration Equipment Co., Ltd has prioritized the development of the Walk-In Cold Room to ensure that it meets the demanding needs of the food service and hospitality industries. The cold room's robust and durable construction guarantees long-lasting performance, even in the most demanding environments. The insulated panels offer maximum thermal efficiency, effectively trapping cold air inside and preventing any temperature fluctuations. This not only preserves the quality of perishable goods but also helps reduce energy consumption, leading to significant cost savings.Furthermore, the Walk-In Cold Room has been designed with user-friendly controls, allowing for easy monitoring and adjustment of temperature settings. The efficient refrigeration system ensures quick and uniform cooling, enabling a rapid chilling process for newly stocked items. The cold room also comes equipped with a reliable alarm system that alerts users in case of any temperature deviations or other issues, prioritizing the safety of valuable inventory.Customer testimonials have reaffirmed the efficiency and reliability of the Walk-In Cold Room. Those in the food industry have praised the product for its spacious design, impeccable cooling capabilities, and user-friendly interface. The room's sturdy construction and adjustable temperature controls make it an ideal solution for businesses requiring large-scale refrigeration. Whether for a restaurant, grocery store, or catering service, the Walk-In Cold Room has proven to be a game-changing product.In addition to manufacturing innovative cold rooms, Nantong Bolang Refrigeration Equipment Co., Ltd is dedicated to providing high-quality customer service and support. The company's talented team with advanced R&D capabilities is committed to designing and manufacturing products that meet the evolving needs of the market. With a focus on quality, reliability, and efficiency, Bolang aims to deliver the best cold storage solutions tailored to the specific requirements of their clients.By consistently raising the bar in refrigeration technology, Nantong Bolang Refrigeration Equipment Co., Ltd has earned the trust of countless companies worldwide. The Walk-In Cold Room stands as a testament to the company's commitment to quality and reliability, offering a hassle-free and efficient refrigeration solution for businesses of all sizes.As a leading manufacturer and supplier in the industry, Nantong Bolang Refrigeration Equipment Co., Ltd continues to demonstrate its innovative prowess and dedication to shaping the future of commercial refrigeration. With a focus on advancing technology, quality, and customer satisfaction, the company is well-positioned to lead the way in providing state-of-the-art refrigeration solutions for a wide range of industries.
Unlocking the Importance of Lyophilizers for Pharmaceutical Industry: A Comprehensive Guide to Freeze-Drying Technology
Title: Revolutionary Lyophilizer Technology Set to Transform the Pharmaceutical and Food Industries Introduction: In an era where innovation and advancements are driving industries forward, the introduction of a cutting-edge lyophilizer technology is set to revolutionize the pharmaceutical and food sectors. Lyophilization, also known as freeze-drying, is a widely-used method for preserving substances by removing moisture through sublimation. This process extends the shelf life of products and maintains their original properties and quality. With the introduction of this highly efficient and versatile lyophilizer technology by a leading industry player, the potential for advancements in research, treatment, and food storage and preservation is immense.[Company Name], a renowned technology provider in the field of scientific equipment, has developed a groundbreaking lyophilizer technology that promises to enhance efficiency, accuracy, and performance in freeze-drying processes. The company's commitment to continuous research and development has resulted in the creation of a state-of-the-art lyophilization system that surpasses existing technologies in terms of functionality and reliability.Eliminating moisture content in delicate substances, such as pharmaceutical drugs, vaccines, and high-value food products, has long been a crucial step in maintaining their stability and prolonging their usability. However, traditional lyophilizers often suffer from limitations such as longer processing times, inconsistency in lyophilization rates, and limited control over critical parameters. These shortcomings lead to increased costs, reduced productivity, and compromised quality. With the introduction of their innovative lyophilizer technology, [Company Name] aims to overcome these challenges and create a new standard for freeze-drying processes. Their cutting-edge system incorporates advanced features and mechanisms, resulting in significantly improved results and overall efficiency.Benefits and Features of the Advanced Lyophilizer Technology:1. Enhanced Process Control: [Company Name]'s lyophilizer technology offers precise control over critical parameters, such as temperature, pressure, and drying time, enabling researchers and manufacturers to fine-tune the lyophilization process. This level of control ensures consistency in product quality and reduces batch-to-batch variations.2. High Efficiency and Reduced Processing Time: By incorporating advanced heating and cooling technologies, [Company Name]'s lyophilizer significantly reduces drying time, optimizing productivity and minimizing costs. This technology enables faster and more efficient lyophilization, allowing companies to meet growing demand while maintaining high-quality standards.3. Customization and Scalability: The innovative design of the lyophilizer allows for ease of customization to suit specific product requirements without compromising throughput. Moreover, the system's modular architecture enables seamless scalability, enabling businesses to expand their production capabilities as needed.4. Real-time Monitoring and Remote Access: [Company Name]'s lyophilizer technology comes equipped with advanced sensors and special software, enabling real-time monitoring of critical parameters. This feature reduces the need for manual intervention, increases process control, and improves efficiency. Additionally, the system can be accessed remotely, providing flexibility and convenience for operators.5. Improved Shelf Life and Product Quality: The lyophilizer's precise temperature and pressure control ensures the preservation of product integrity, including the maintenance of active ingredients, taste, aroma, and nutritional value. This technology preserves the original properties and extends the shelf life of pharmaceuticals, vaccines, and high-value food products, ensuring their efficacy and marketability.Conclusion:The introduction of [Company Name]'s advanced lyophilizer technology marks a significant milestone in the freeze-drying industry. With improved control, higher efficiency, and better product quality, this pioneering technology has the potential to drive advancements in pharmaceutical research, drug manufacturing, and food preservation. By addressing the limitations of traditional freeze-drying methods, [Company Name] reaffirms its commitment to innovation and provides the pharmaceutical and food industries with a powerful tool to meet evolving market demands while ensuring safe and effective products for consumers worldwide.
Revolutionizing Cold Creation: Discover the Ultimate Ice Making Machine
[Company Name] Introduces Innovative Ice Making Machine for Enhanced Efficiency and Performance[City, Date] - In a bid to cater to the evolving needs of the hospitality industry, [Company Name] has launched a revolutionary ice making machine that promises to deliver unmatched efficiency and performance. This cutting-edge product is designed to produce ice in large quantities while maintaining the highest standards of hygiene and ease-of-use.With the increasing demand for ice in restaurants, bars, hotels, and other foodservice establishments, the importance of having a reliable ice making machine cannot be overstated. Having recognized this, [Company Name] has invested years of research and development to create a state-of-the-art solution that is set to revolutionize the industry.One of the standout features of this new ice making machine is its superior production capacity. By leveraging advanced technology and engineering, [Company Name] has managed to develop a product that can produce a significant volume of ice every day. This ensures that businesses can keep up with the demands of their customers without worrying about running out of ice.Furthermore, the ice making machine boasts an innovative purification system that guarantees the production of clean and pure ice. This is achieved through a series of filtration processes that remove impurities and ensure the highest levels of hygiene. With food safety being a top concern for the industry, this aspect of the machine is bound to be a game-changer.Another remarkable aspect of this ice making machine is its user-friendly interface and intuitive controls. [Company Name] has gone above and beyond to design a product that is not only efficient but also easy to operate. This means that even employees without extensive technical knowledge can use the machine without any hassle, saving valuable time and resources for businesses.In addition to its exceptional functionality, the ice making machine is also equipped with energy-saving features. By utilizing smart technology, it optimizes energy consumption, reducing the overall carbon footprint while helping businesses save on electricity costs.[Company Name] takes great pride in its commitment to sustainability and innovation. By developing an ice making machine that prioritizes energy efficiency, the company is actively contributing to environmental conservation efforts. This aligns with their vision to create products that not only meet the needs of their customers but also promote a more sustainable future for the industry.When asked about the inspiration behind the new ice making machine, [Company Name]'s CEO expressed great excitement. "We wanted to create a product that would address the challenges faced by the foodservice industry and offer a solution that surpasses expectations. Our new ice making machine is a result of extensive research and development, and we firmly believe that it will revolutionize the way businesses operate," said the CEO.To ensure seamless integration, [Company Name] also offers comprehensive after-sales support, including installation assistance, maintenance services, and responsive customer service. This ensures that customers not only receive a high-quality product but also have a reliable partner to assist them throughout their journey.In conclusion, [Company Name]'s new ice making machine combines cutting-edge technology, optimal performance, and sustainability to offer businesses an unmatched solution. With its exceptional capacity, purification system, user-friendly interface, and energy-efficient features, the machine is set to make a significant impact in the foodservice industry. [Company Name] continues to showcase its commitment to innovation and customer satisfaction, positioning itself as a leader in the market.About [Company Name]:[Company Name] is a renowned manufacturer and supplier of innovative and high-quality equipment for the foodservice industry. With a passion for customer satisfaction, the company strives to deliver products that exceed industry standards and expectations. With a diverse range of solutions, [Company Name] is a trusted partner for businesses seeking reliable and efficient equipment.
Ice Machine: Top Cooling Solutions for Your Needs
Title: New Cutting-Edge Ice Machine Revolutionizes Cold Storage IndustryIntroduction:In a remarkable breakthrough, a renowned technology company is set to unveil its latest innovation in the field of cold storage solutions. This state-of-the-art ice machine, which has been developed after years of research and development, promises to revolutionize the way businesses handle their cooling requirements. Designed to enhance efficiency, durability, and sustainability, this game-changing ice machine is anticipated to have far-reaching implications across various sectors.Unveiling the Next Generation Ice Machine:Designed by a team of expert engineers and scientists at the technology company, this ice machine has been meticulously crafted to cater to the growing demands of commercial entities. By combining cutting-edge technology, sustainable design, and user-friendly features, this machine sets a new standard in the industry.Key Features and Benefits:1. Enhanced Efficiency: The ice machine incorporates advanced cooling technology and intelligent sensors that optimize energy usage and minimize wastage. This leads to substantial cost savings for businesses, while reducing environmental impact.2. Durable Design: Engineered with high-quality, long-lasting components, this ice machine ensures reliability and longevity. It can withstand heavy usage and continues to deliver optimal performance even in demanding environments.3. Versatile Applications: From restaurant kitchens and food service establishments to hospitals and laboratories, this ice machine caters to a wide range of industries. Its versatility and ability to produce varying ice sizes make it suitable for diverse cooling requirements.4. Smart Technology Integration: The ice machine is equipped with a state-of-the-art control system that allows remote monitoring and control through a user-friendly interface. This feature enables users to access real-time data, track usage patterns, and make informed decisions to maximize efficiency.5. Sustainable Operation: A key focus of this ice machine is sustainability. With an energy-efficient design and an emphasis on reducing water consumption, it significantly minimizes its carbon footprint. It also incorporates eco-friendly refrigerants that comply with stringent environmental regulations.6. Easy Maintenance: This ice machine has been designed for hassle-free maintenance and cleaning. Its modular construction allows easy access to internal components, ensuring quick service and minimal downtime.Benefits for Businesses:By implementing this ice machine, businesses can experience numerous advantages. Firstly, the cost-saving potential through reduced energy consumption and water usage translates into long-term financial gains. Moreover, the durability and reliability of the machine guarantee uninterrupted operation and minimize operational disruptions. Additionally, the integration of smart technology enables businesses to optimize their ice production, ensuring sufficient supply during peak hours while minimizing waste during slower periods.The Future of Cold Storage:This groundbreaking ice machine not only meets the current demands of businesses but also reflects the trajectory of the cold storage industry. As companies across various sectors strive to reduce their environmental footprint and streamline operations, sustainable and efficient cooling solutions become paramount. This new ice machine sets a benchmark for technological innovation in the field of cold storage and has the potential to shape the industry's future.Conclusion:With its impressive features, advanced technology, and sustainable design, this cutting-edge ice machine is poised to disrupt the cold storage industry. Businesses can expect improved efficiency, durability, and environmental sustainability, making it a compelling option for their cooling needs. As the unveiling of this game-changing ice machine draws near, anticipation is high regarding the transformative impact it will have within the commercial sector and beyond.
Latest Innovation in Home Appliances: A Highly Efficient Ice Making Solution Revealed!
Title: Cutting-Edge Ice Maker Enhancing Efficiency and Convenience in Commercial SettingsIntroduction:In today's fast-paced world, businesses require innovative and efficient solutions to meet their operational demands. A renowned industry leader in commercial appliances, \[Company Name\], is launching a groundbreaking ice maker that is set to transform the way businesses produce and utilize ice. This advanced ice maker, which combines cutting-edge technology with exceptional performance, is poised to revolutionize the commercial ice-making industry.Enhanced Efficiency:With \[Company Name's\] latest ice maker, businesses can enjoy unparalleled efficiency in their ice-making process. The ice maker boasts an impressive production rate, capable of producing high volumes of ice cubes in a fraction of the time taken by traditional ice makers. This increased efficiency allows businesses to meet peak demands effortlessly, ensuring customer satisfaction and uninterrupted operations.The ice maker's advanced technology also minimizes the downtime traditionally associated with maintenance and cleaning. Incorporating self-cleaning mechanisms and intuitive user interfaces, it allows staff to focus on other tasks while guaranteeing optimal hygiene and ice quality. By reducing manual intervention, businesses can significantly streamline their operations and maximize productivity.Exceptional Ice Quality:Quality is of utmost importance to businesses, especially those in the food and beverage industry. \[Company Name's\] ice maker incorporates state-of-the-art water filtration systems and precise temperature control to deliver ice that exceeds industry standards. The ice maker ensures that every cube is perfectly formed, crystal clear, and free from impurities, making it ideal for use in both back-of-house operations and customer-facing applications.Versatility and Convenience:The ice maker is designed to adapt to the varying needs of different businesses. It offers numerous ice cube size options, allowing businesses to cater to specific requirements and preferences. From small, bite-sized cubes for cocktails to larger cubes for soft drinks or cooling purposes, this ice maker ensures that businesses can consistently deliver the ideal ice cube for each application.Furthermore, the ice maker's compact design maximizes space utilization, making it suitable for even the most cramped commercial kitchens or beverage stations. Its user-friendly interface offers intuitive controls and functionality, simplifying its operation for both seasoned staff and newcomers. The ease of use ensures a seamless integration into existing workflows without any hiccups.Sustainable and Eco-Conscious Design:Environmental considerations are becoming increasingly important for businesses across industries. Recognizing this, \[Company Name\] has designed the ice maker to be as sustainable as possible. Incorporating energy-saving features such as efficient insulation and intelligent power management, it helps businesses reduce their carbon footprint without compromising on performance.The ice maker also utilizes a water filtration system that minimizes water waste by recycling and reusing excess water from the ice-making process. This conscientious approach not only benefits the environment but also contributes to cost savings for businesses in the long run.Market Availability and Support:\[Company Name\] is committed to providing exceptional customer service. Its team of experienced technicians is readily available to assist with installation, maintenance, and troubleshooting, ensuring uninterrupted ice production. With a strong network of authorized dealers and service centers, businesses can have complete peace of mind when investing in this cutting-edge ice maker.Conclusion:In an ever-evolving business landscape, \[Company Name's\] revolutionary ice maker stands out as an impressive solution for commercial ice production. With its exceptional efficiency, unmatched ice quality, versatility, and sustainable design, it is set to enhance operations for businesses across industries. From large-scale food and beverage establishments to convenience stores and hotels, the ice maker offers a versatile and reliable source of ice, elevating efficiency and convenience to new heights.
The Ultimate Guide to Vacuum Freeze Dryers for Preserving Food and More
Title: Vacuum Freeze Dryer: Revolutionizing Food Preservation and BeyondIntroduction:In today's fast-paced world, food preservation has become increasingly vital. A revolutionary solution has emerged in the form of vacuum freeze dryers, enabling the preservation of perishable goods while maintaining their original taste, texture, and nutritional value. With multiple applications across industries such as food, pharmaceuticals, and research, vacuum freeze dryers have become an indispensable tool in preserving valuable products for longer periods. In this article, we explore the significance and potential of vacuum freeze dryers, focusing on their technological merits and societal impact.The Process:Vacuum freeze drying is a process that involves removing moisture from products while preserving their original structure and quality. It starts by freezing the products at sub-zero temperatures, creating a solid state. The frozen material is then subjected to a vacuum environment, where the ice transitions directly from a solid to gaseous state, bypassing the liquid phase—a process known as sublimation. This gentle and controlled process ensures that the product's integrity, flavor, and nutrients remain intact throughout the drying process.Food Preservation:Vacuum freeze dryers have brought a significant change to the food preservation industry. By removing moisture from food, they effectively prevent the growth of bacteria, mold, and other microorganisms that cause spoilage. Moreover, this preservation method does not compromise on the natural taste, color, or texture of the food. Unlike traditional dehydration techniques, freeze-drying preserves up to 97% of the food's nutritional content. This advancement has translated into longer shelf lives for various food products, including fruits, vegetables, meat, dairy, and even complete meals, making them easily accessible even in remote locations.Pharmaceutical Applications:The pharmaceutical industry has embraced vacuum freeze drying due to its ability to maintain the efficacy and stability of delicate drugs, enzymes, vaccines, and other biological products. The process allows for the production of highly stable and soluble drugs that can be reconstituted easily, improving patient compliance and dosing accuracy. Vacuum freeze drying also enables the production of lyophilized medications with a prolonged shelf life, reducing wastage and ensuring global availability in emergency situations.Research and Development:Beyond its impact on the food and pharmaceutical industries, vacuum freeze drying plays a critical role in research and development. It facilitates the preservation of valuable biological samples, such as tissues, cells, and enzymes, facilitating long-term storage and analysis. Researchers can store samples without compromising their integrity, enabling studies that contribute to scientific advancements and medical breakthroughs. Additionally, vacuum freeze drying allows for the preservation of botanical extracts, facilitating the development of new products in areas like cosmetics, nutraceuticals, and alternative medicine.Environmental Advantages:Vacuum freeze drying offers several environmental advantages. It minimizes waste by extending the shelf life of products, reducing the need for frequent production and transportation. Additionally, freeze-drying consumes less energy compared to other preservation techniques. Furthermore, freeze-dried products often have reduced weight and volume, resulting in decreased packaging requirements and transportation emissions.Conclusion:The advent of vacuum freeze dryers has revolutionized food preservation, pharmaceutical manufacturing, and research capabilities. The technology's ability to preserve the original taste, texture, and nutritional content of various products has transformed the way we store and consume food. It has paved the way for the production of stable, long-lasting medications and the preservation of valuable research samples. With the ongoing advancements in vacuum freeze drying technology, its applications are likely to expand even further, providing solutions for a wider range of industries.