- Home
- Blog
- Top Industrial Chiller Manufacturer in China | Leading Factory & Company" to "Top Industrial Chiller Manufacturer in China | Leading Wholesale Supplier for OEM Solutions
Top Industrial Chiller Manufacturer in China | Leading Factory & Company" to "Top Industrial Chiller Manufacturer in China | Leading Wholesale Supplier for OEM Solutions
By:admin
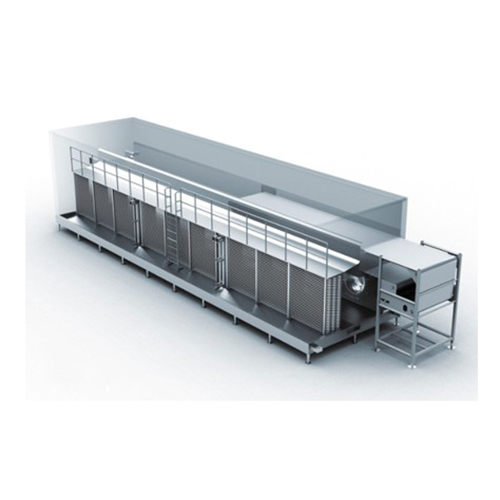
The Industrial Chiller offered by Nantong Bolang Refrigeration Equipment Co., Ltd. is a state-of-the-art cooling solution designed to cater to the cooling needs of various industrial processes. The chiller stands out for its exceptional cooling capabilities and is built with advanced technology to ensure optimum performance and efficiency. With a robust design and high-quality components, the chiller is built to withstand the rigorous demands of industrial environments, delivering precise and consistent cooling to maintain optimal temperature conditions within facilities.
One of the key features of the Industrial Chiller is its energy efficiency. The chiller is designed to minimize energy usage by incorporating intelligent controls and efficient cooling mechanisms, resulting in reduced operating costs and contributing to a greener and more sustainable work environment. Additionally, the chiller offers easy installation and user-friendly operation, equipped with a user interface that allows for effortless monitoring and adjustment of cooling parameters. The built-in safety measures ensure uninterrupted and safe operation, making it a secure choice for continuous industrial use.
Customers who have purchased the Industrial Chiller from Nantong Bolang Refrigeration Equipment Co., Ltd. have expressed high satisfaction with its performance. They have emphasized the chiller's excellent cooling capability, low noise level, outstanding build quality, and energy efficiency, all of which contribute to a reliable and efficient cooling solution for industrial operations.
The dedication to customer satisfaction is evident in the company's commitment to providing comprehensive support and maintenance services for the Industrial Chiller. With a team of highly skilled technicians, the company prioritizes ensuring that the chiller performs optimally throughout its lifespan, further establishing the reliability and effectiveness of the chiller for businesses seeking superior cooling solutions.
In addition to manufacturing high-quality industrial chillers, Nantong Bolang Refrigeration Equipment Co., Ltd. is constantly investing in research and development to innovate and improve its product offerings. The company's commitment to advancing technology and meeting the evolving needs of the industry positions them as a trusted wholesale supplier for OEM solutions in the field of industrial refrigeration.
With its focus on delivering top-quality solutions and unmatched customer service, Nantong Bolang Refrigeration Equipment Co., Ltd. has solidified its position as a leading industrial chiller manufacturer and exporter in China. Businesses seeking reliable, efficient, and durable cooling solutions for their industrial operations can confidently partner with Nantong Bolang Refrigeration Equipment Co., Ltd. and experience the advantages of the company's cutting-edge Industrial Chiller.
Company News & Blog
Top Ice Making Machine Supplier from China - Wholesale Deals Available
Nantong Bolang Refrigeration Equipment Co., Ltd. is at the forefront of the refrigeration industry in China, offering cutting-edge ice making machines designed to cater to the needs of various businesses. With over 12 years of experience in manufacturing freezing systems, Bolang has established itself as a leading manufacturer of cold chain equipment, known for its comprehensive advantages and commitment to excellence.The Ice Making Machine from Nantong Bolang Refrigeration Equipment Co., Ltd. is a game-changer in the world of ice production. Whether you run a restaurant, hotel, bar, or simply need a steady supply of ice at home, this innovative machine is the perfect solution to meet all your ice-making needs.Engineered with precision and efficiency in mind, the Ice Making Machine is equipped with cutting-edge technology to deliver a continuous supply of high-quality ice cubes within minutes. Its sleek and compact design makes it suitable for both residential and commercial use, adding convenience and style to any setting.Featuring a large capacity water tank, this machine can produce up to 50 pounds of ice per day, ensuring that you never run out of ice, even during the busiest gatherings. The intuitive control panel ensures easy operation, making it accessible to users of all skill levels.Nantong Bolang Refrigeration Equipment Co., Ltd. takes pride in the exceptional performance of its Ice Making Machine, which is engineered with advanced cooling technology to guarantee rapid ice production while minimizing energy consumption. The machine also incorporates a smart sensor system that automatically detects when the ice storage bin is full, preventing overflows and unnecessary wastage.In addition to its outstanding performance, safety is a top priority for Nantong Bolang Refrigeration Equipment Co., Ltd. The Ice Making Machine is equipped with a child lock feature, ensuring peace of mind for households with curious little ones. The machine's sturdy construction and reliable components ensure durability and long-lasting performance, making it a reliable asset for any business or home.The Ice Making Machine has received positive feedback from users who appreciate its compact design, user-friendly interface, and efficient performance. It has revolutionized the way people enjoy their beverages, providing a continuous supply of ice with the touch of a button. Additionally, the self-cleaning function makes maintenance a breeze, saving time and effort.Nantong Bolang Refrigeration Equipment Co., Ltd. has established itself as a renowned manufacturer of high-quality ice making machines, known for its commitment to delivering exceptional quality and reliability. Leveraging its advanced R&D capabilities and talented team, Bolang continues to innovate and expand its range of refrigeration equipment to cater to the evolving needs of businesses and households.Overall, the Ice Making Machine from Nantong Bolang Refrigeration Equipment Co., Ltd. is a testament to the company's dedication to excellence and innovation. By investing in this top-quality machine, businesses and homeowners can elevate their ice-making experience, ensuring a steady supply of fresh and hygienic ice at all times.In conclusion, Nantong Bolang Refrigeration Equipment Co., Ltd. stands out as a leading manufacturer of ice making machines in China, offering state-of-the-art equipment that combines efficiency, reliability, and style. With a focus on advanced technology, exceptional performance, and user-friendly design, the company continues to set the standard for ice production, catering to the diverse needs of its customers.
High-Quality Vacuum Drying Machines: Manufacturer, Factory & Company in China | Leader in Drying Technology
Nantong Bolang Refrigeration Equipment Co., Ltd. is set to revolutionize the drying industry with its cutting-edge Vacuum Drying Machine. Boasting over 12 years of experience in manufacturing freezing systems, the company has established itself as a leading domestic cold chain equipment manufacturer. With a talented team and advanced R&D capabilities, Bolang is proud to introduce an innovative solution designed to meet the diverse drying needs of various industries.The Vacuum Drying Machine, developed by Nantong Bolang Refrigeration Equipment Co., Ltd., is a state-of-the-art solution that offers unmatched efficiency and effectiveness in moisture removal. Utilizing advanced vacuum technology, this machine creates an environment of reduced pressure that accelerates evaporation, resulting in rapid and thorough drying. Whether it's delicate substances or larger objects, this versatile apparatus provides a reliable and gentle drying solution, enhancing productivity and quality across a wide range of applications.With its user-friendly interface and precise temperature control, the Vacuum Drying Machine ensures optimal drying outcomes. The intelligent design allows for effortless operation and real-time monitoring, providing precise control over the drying process. The machine is equipped with a high-capacity chamber that accommodates large volumes, minimizing processing time. Additionally, the advanced filtration system efficiently captures vapors, contributing to a safe working environment.Moreover, the Vacuum Drying Machine is designed with durability and longevity in mind. Crafted from high-quality materials and incorporating robust engineering, it guarantees prolonged lifespan with minimal maintenance requirements. The energy-efficient design optimizes power consumption and minimizes operating costs, contributing to both environmental sustainability and cost-effectiveness. This innovative dryThe machine is set to revolutionize the drying process across industries, offering enhanced capabilities and elevating productivity with its game-changing equipment. Bolang aims to unlock limitless possibilities with the Vacuum Drying Machine, contributing to the future of drying technology.Nantong Bolang Refrigeration Equipment Co., Ltd. is committed to delivering top-notch quality and exceptional customer service, ensuring that businesses can upgrade their drying processes with confidence. The company's dedication to innovation and reliability has positioned it as the leading manufacturer and exporter of Vacuum Drying Machines from China, making it the ultimate choice for businesses seeking precision drying solutions.With its exceptional performance, user-friendly interface, and superior efficiency, the Vacuum Drying Machine stands as a testament to Nantong Bolang Refrigeration Equipment Co., Ltd.'s commitment to revolutionizing the drying industry. By offering an innovative solution designed for optimal moisture removal, the company is set to set new standards in the drying technology landscape. Businesses looking to enhance their drying capabilities and elevate their productivity can confidently embrace the future with Bolang's Vacuum Drying Machine.
Efficient and Eco-Friendly Vacuum Drying Machine for Optimal Results
Title: Advanced Vacuum Drying Machine Revolutionizes Industrial Drying ProcessesIntroduction:Innovation in the field of industrial drying processes has reached new heights with the introduction of an advanced Vacuum Drying Machine by an industry-leading company. This cutting-edge technology is set to revolutionize various sectors, from pharmaceuticals and chemicals to food processing and electronics. By eliminating moisture content efficiently and optimizing product quality, the vacuum drying machine is poised to transform industries around the globe.Paragraph 1:Designed with precision and ingenuity, the vacuum drying machine is a result of extensive research and development efforts aimed at tackling the challenges faced by manufacturers in traditional drying methods. By combining vacuum technology with state-of-the-art control systems, this new-generation drying machine offers unparalleled efficiency, productivity, and product quality.Paragraph 2:One of the key advantages of the vacuum drying machine lies in its ability to thoroughly eliminate moisture content from a wide range of materials. By creating a low-pressure environment, the machine significantly lowers the boiling point of water present in the product. Consequently, the evaporation process occurs at much lower temperatures, preventing thermal degradation, and preserving the integrity of the dried material.Paragraph 3:Furthermore, this innovative machine ensures gentle drying, even for sensitive and delicate materials. With precise temperature control and reduced oxygen levels inside the chamber, it eliminates the risk of oxidation, discoloration, or deterioration during the drying process. This makes it an ideal solution for industries such as pharmaceuticals and electronics, where product integrity and quality are of paramount importance.Paragraph 4:Not only does the vacuum drying machine offer remarkable efficiency and precision, but it also promotes energy savings. By operating at lower temperatures, it requires less energy compared to conventional drying methods, resulting in reduced operational costs for manufacturers. Additionally, the machine is equipped with advanced automation features that optimize drying time, leading to increased productivity and faster turnaround for businesses.Paragraph 5:The adaptability and versatility of the vacuum drying machine ensure its applicability across diverse sectors. In the food processing industry, it can be utilized for preserving the color, flavor, and nutritional value of various food products, including fruits, vegetables, herbs, and spices. Similarly, in the chemical industry, it finds application in drying solvents, polymers, or other chemical compounds, enhancing the efficiency of manufacturing processes.Paragraph 6:Thanks to the vacuum drying machine's user-friendly interface and intuitive controls, it can be seamlessly integrated into existing production lines, minimizing downtime and training requirements. Its reliable performance, coupled with easy maintenance, ensures smooth operations for businesses of all sizes.Paragraph 7:Furthermore, this pioneering machine prioritizes safety features, including automatic shut-off systems, leak detection, and pressure control mechanisms, ensuring maximum safety during the drying process. These attributes make it compliant with industry standards, giving manufacturers peace of mind while operating the equipment.Conclusion:The advent of the advanced vacuum drying machine marks a significant milestone in industrial drying processes. Its ability to optimize product quality, reduce energy consumption, and enhance productivity makes it a game-changer for numerous industries. By pushing the boundaries of efficiency and precision, this innovation promises to shape the future of manufacturing, establishing new benchmarks in the field of industrial drying.
Top Cold Room Manufacturer in China: Trusted Factory and High-Quality Solutions" OR "Leading Cold Room Manufacturer in China: High-Quality Solutions for Your Needs
Nantong Bolang Refrigeration Equipment Co., Ltd has been at the forefront of manufacturing cutting-edge freezing systems for over 12 years, establishing itself as a leading domestic cold chain equipment manufacturer in China. With a talented team and advanced R&D capabilities, Bolang has made it their mission to design, develop, and manufacture high-quality refrigeration solutions to meet the diverse needs of various industries.One of their standout products is the innovative Cold Room, which has gained a reputation for its efficiency, reliability, and superior performance. Designed to preserve perishable goods, the Cold Room has become an indispensable asset for businesses in need of reliable and efficient refrigeration solutions.The Cold Room manufactured by Nantong Bolang Refrigeration Equipment Co., Ltd is ingeniously designed to maintain a consistently low temperature, ensuring the freshness and longevity of stored products. Using advanced insulation technology, the Cold Room prevents temperature fluctuations, thus preserving the nutritional value and taste of perishables. Whether it's fresh produce, pharmaceuticals, or other temperature-sensitive items, the Cold Room is tailored to meet specific storage requirements.In addition to its impeccable performance, the Cold Room is designed and manufactured with precision, guaranteeing energy efficiency and durability. With a user-friendly control system, maintaining the desired temperature is effortless. Moreover, the Cold Rooms are available in various sizes and configurations, custom-made to fit available space and storage needs.Nantong Bolang Refrigeration Equipment Co., Ltd's Cold Room offers precise temperature control, maintaining an ideal environment for a wide range of products. It provides ample storage capacity, accommodating large quantities of goods efficiently, and comes equipped with durable shelving units and customizable configurations for organized inventory management.The company's commitment to safety is evident in the advanced security features of the Cold Room, including real-time monitoring systems and access control. In the event of any deviation from the desired temperature range, an alarm system alerts personnel, allowing for prompt action to be taken.Beyond its exceptional performance and robust construction, the Cold Room is designed for convenience and peace of mind. With a user-friendly interface and intuitive controls, operating the Cold Room is hassle-free. Regular maintenance ensures optimal performance and longevity of the equipment, minimizing downtime and maximizing productivity.The Cold Room manufactured by Nantong Bolang Refrigeration Equipment Co., Ltd has received rave reviews from satisfied customers. Users have praised its spacious interior, precise temperature control, outstanding build quality, and energy efficiency. Business owners have acknowledged the Cold Room as a must-have for ensuring the freshness and quality of their perishable goods.As a trusted and reputable cold room manufacturer in China, Nantong Bolang Refrigeration Equipment Co., Ltd is dedicated to providing high-quality refrigeration solutions that enhance efficiency and ensure the optimal condition of perishable goods. Their state-of-the-art Cold Room technology has revolutionized temperature-controlled storage capabilities, making it an essential investment for businesses across various industries.For businesses in need of reliable and efficient cold storage, Nantong Bolang Refrigeration Equipment Co., Ltd is the go-to manufacturer for top-notch cold room solutions. With a commitment to quality, reliability, and customer satisfaction, Bolang continues to set the standard for excellence in the refrigeration industry. Contact them today to learn more about their innovative Cold Room technology and how it can benefit your business.
Unveiling the Chilling Reality: Exploring the World of Cold Rooms
[News Title][Date][Location] - In a bid to revolutionize the cold storage industry, a pioneering solution has been unveiled by a leading company. This innovative technology aims to address the challenges and inefficiencies commonly associated with traditional cold rooms. Developed by experts at [Company Name], this groundbreaking solution is set to transform how perishable goods are stored and transported.The conventional cold storage rooms in use today have long been plagued by issues such as temperature inconsistencies, lack of adequate monitoring systems, and excessive energy consumption. These limitations pose significant risks to the quality and safety of perishable goods, as well as proving costly for businesses in terms of maintenance and wastage.Recognizing the need for a superior cold storage solution, [Company Name] has introduced a cutting-edge alternative that is set to reshape the industry. This breakthrough technology not only overcomes the shortcomings of traditional cold rooms but also offers features and benefits that were previously unimaginable.The newly developed cold room, known as [Cold Room Name], boasts state-of-the-art temperature control capabilities that ensure a consistent and optimal environment for perishable goods. It incorporates advanced sensors and monitoring systems that constantly track and adjust the temperature, providing business owners with real-time insights and peace of mind.One of the key advantages of [Cold Room Name] is its energy efficiency. Traditional cold rooms often consume excessive amounts of energy, resulting in significant costs for businesses. However, [Company Name]'s revolutionary solution utilizes cutting-edge technology to reduce energy consumption without compromising on performance. This not only saves money for businesses but also contributes to a greener and more sustainable future.Another notable feature of [Cold Room Name] is its superior storage capacity. With its innovative design, it maximizes the available space, allowing for increased storage volume without sacrificing efficiency. This ensures that businesses can store more perishable goods in a smaller area, optimizing their storage capabilities and streamlining their operations.Furthermore, [Company Name] has gone to great lengths to ensure the safety and quality of perishable goods stored in [Cold Room Name]. The advanced monitoring systems provide round-the-clock surveillance, flagging any anomalies and minimizing the risk of spoilage or damage. This is of paramount importance in industries such as pharmaceuticals and food, where maintaining product integrity is essential.The launch of [Cold Room Name] has sparked significant interest among businesses operating in various sectors. Recognizing the potential advantages and cost savings associated with this innovative solution, companies are eager to adopt [Company Name]'s groundbreaking technology. This has the potential to revolutionize the cold storage industry, making traditional cold rooms obsolete.[Company Name], a renowned leader in the field, has a proven track record of delivering innovative solutions for various industries. With a team of experts dedicated to research and development, [Company Name] continuously strives to push the boundaries of what is possible in cold storage technology.As the demand for efficient and effective cold storage solutions increases, the introduction of [Cold Room Name] by [Company Name] marks a significant milestone in the industry. Businesses can now look forward to state-of-the-art cold storage solutions that not only meet but exceed expectations in terms of performance, reliability, and sustainability.With this groundbreaking technology, [Company Name] cements its position as a trailblazer in the cold storage industry. The onus now falls on businesses to embrace this innovative solution, ushering in a new era of cold storage that promises to enhance efficiency, reduce costs, and uphold product quality in various sectors.
Discover the Latest Cold Room Technology: A Game Changer for Food Storage
Cold Room Solutions Providing Innovative and Sustainable Cooling Technologies for Various IndustriesIn today's fast-paced and ever-changing world, the need for reliable and efficient cooling solutions has become more important than ever. From the food and beverage industry to pharmaceuticals and logistics, the demand for maintaining optimum temperature for storage and transportation has led to the rise of innovative cold room solutions.One such company at the forefront of providing cutting-edge cold room solutions is {}. With a strong focus on sustainability and customer satisfaction, the company has been a leading provider of cold room technologies for various industries.Founded in 2005, {} has quickly established itself as a trusted name in the field of cold room solutions. The company specializes in providing a wide range of products and services including cold rooms, refrigerated containers, and temperature-controlled warehouses. Their innovative and sustainable cooling technologies have set them apart in the industry, enabling businesses to store and transport their products with the highest level of efficiency and reliability.One of the key factors that sets {} apart from its competitors is its commitment to sustainability. The company recognizes the impact of climate change and the importance of reducing carbon footprint. They have developed environmentally friendly cold room solutions that not only help businesses in maintaining the desired temperature but also contribute to a greener and healthier planet.In addition to their focus on sustainability, {} takes pride in its customer-centric approach. They understand the unique needs and challenges of different industries and work closely with their clients to design and implement customized cold room solutions. Whether it's a small-scale storage facility or a large-scale distribution center, the company has the expertise and experience to deliver tailor-made cooling solutions that meet the specific requirements of their clients.Furthermore, {} is dedicated to staying at the forefront of technology and innovation in the cold room industry. They continuously invest in research and development to bring the latest and most advanced cooling technologies to the market. This commitment to innovation has allowed them to introduce a range of high-performance and energy-efficient cold room solutions that are revolutionizing the way businesses store and transport their products.The impact of {}'s cold room solutions can be seen across various industries. In the food and beverage sector, their refrigerated containers and temperature-controlled warehouses have helped businesses in preserving the freshness and quality of their products throughout the supply chain. In the pharmaceutical industry, their cold room solutions ensure the safe storage and transportation of medications and vaccines, protecting their integrity and efficacy.As the demand for cold room solutions continues to grow, {} remains committed to meeting the evolving needs of their clients. They have expanded their product range to include a diverse selection of cold room solutions, catering to different temperature requirements and storage capacities. Their dedication to providing reliable, efficient, and sustainable cooling technologies has earned them a reputation as a trusted partner for businesses across various industries.In conclusion, the importance of reliable cold room solutions cannot be overstated in today's world. With the rising demand for maintaining optimum temperature for storage and transportation, companies like {} are playing a crucial role in providing innovative and sustainable cooling technologies. Through their commitment to sustainability, customer-centric approach, and dedication to innovation, {} continues to lead the way in the cold room industry, helping businesses meet their cooling needs with the highest level of efficiency and reliability.As the company looks towards the future, they remain focused on delivering cutting-edge cold room solutions that not only meet the current needs of their clients but also contribute to a more sustainable and environmentally friendly world. With a strong track record of success and a commitment to excellence, {} is well positioned to continue driving innovation and setting new standards in the field of cold room solutions.
Top Quality Lyophilizer Manufacturer in China: Wholesale Supplier for Export (OEM Available)
Nantong Bolang Refrigeration Equipment Co., Ltd is making waves in the industry with its cutting-edge Lyophilizer, a revolutionary product that is set to transform the freeze-drying process for various industries. With over 12 years of experience in manufacturing freezing systems, Nantong Bolang has established itself as a leading domestic cold chain equipment manufacturer, offering comprehensive advantages and a talented team with advanced R&D capabilities.The Lyophilizer, proudly presented by Nantong Bolang, is an innovative device designed to preserve and extend the shelf life of various substances through a process known as lyophilization. This advanced technology involves the removal of moisture from products at extremely low temperatures, resulting in the formation of a dry, stable state. Ideal for pharmaceutical, biological, and food industries, the Lyophilizer guarantees exceptional product preservation and quality.Manufactured with precision and reliability in mind, the Lyophilizer by Nantong Bolang sets a new standard for freeze-drying equipment. Equipped with intelligent control systems and efficient freezing capabilities, this exceptional equipment ensures optimal lyophilization outcomes. The user-friendly interface and intuitive controls make it suitable for both seasoned professionals and newcomers to the field. Its customizable functionality enables users to tailor the drying process to specific requirements, ensuring optimal results for every application.The Lyophilizer utilizes a unique combination of low temperature and pressure to remove moisture from various materials while preserving their integrity and shelf-life. This state-of-the-art equipment ensures maximum efficiency, allowing for faster drying times and higher production capacity. Safety is a top priority, and the Lyophilizer incorporates robust security measures to protect both the product and the operator. With automated sensors and alarms, any deviations from the desired parameters are instantly detected, minimizing the risk of contamination or damage.Versatility is another key feature of the Lyophilizer. Whether it is vaccines, biological samples, or delicate food products, this adaptable equipment can handle a wide range of substances with consistently high performance. Its compact design allows for easy integration into existing production lines or laboratory setups, maximizing space utilization. The Lyophilizer is garnering rave reviews from users who have experienced its exceptional performance. One user commented, "The Lyophilizer is an exceptional product! From the moment I started using it, I knew it was a game-changer. This device has completely transformed my freeze-drying process. It is incredibly efficient and easy to use. The lyophilizer's precise temperature control ensures that my samples are protected and preserved perfectly."Nantong Bolang Refrigeration Equipment Co., Ltd is committed to providing top-of-the-line products that meet the highest industry standards. The company's extensive experience and advanced R&D capabilities ensure the continual development of innovative and reliable equipment for the refrigeration industry.With its superior technology and exceptional performance, the Lyophilizer by Nantong Bolang is set to revolutionize the freeze-drying process for various industries. Manufacturers, research laboratories, and pharmaceutical companies can stay ahead of the competition and achieve the best drying results with this ultimate freeze-drying solution.In conclusion, Nantong Bolang Refrigeration Equipment Co., Ltd is a trusted manufacturer with a strong reputation for delivering high-quality refrigeration equipment. The company's dedication to precision, reliability, and efficiency is evident in the exceptional performance of the Lyophilizer. With its advanced technology and user-friendly design, this cutting-edge device is poised to transform the freeze-drying process for a wide range of industries. Nantong Bolang's commitment to innovation and quality makes it a top choice for those seeking exceptional refrigeration equipment.
Benefits of using a walk-in cold room for storage
An industry leader in refrigeration solutions, [Company Name] has recently unveiled its latest product – the Walk-In Cold Room. This innovative cold room is designed to meet the needs of businesses in various sectors including hospitality, food and beverage, and pharmaceutical industries.The Walk-In Cold Room is specifically engineered to provide optimal storage conditions for perishable goods. With its robust construction and high-quality insulation, it is capable of maintaining consistent and low temperatures, ensuring the freshness and quality of stored products. This cutting-edge cold room is also equipped with state-of-the-art refrigeration systems that are energy-efficient and environmentally friendly, offering cost-effective and sustainable storage solutions.One of the key features of the Walk-In Cold Room is its modular design, which allows for easy installation and customization based on the specific requirements of the customer. This flexibility makes it suitable for businesses of all sizes, from small local establishments to large-scale industrial facilities. Additionally, the cold room can be configured with various options such as shelving, lighting, and loading docks, providing a tailored storage solution for different types of products.Speaking about the development of the Walk-In Cold Room, the CEO of [Company Name] expressed his enthusiasm for the new product, stating, "We are committed to delivering innovative and reliable refrigeration solutions to our customers. The Walk-In Cold Room is a testament to our dedication to meeting the evolving needs of businesses in the global market. We believe that it will set a new benchmark for cold storage technology and provide our customers with a competitive edge."The Walk-In Cold Room is also designed with convenience and accessibility in mind. Its user-friendly interface and advanced monitoring systems enable easy control and management of the storage environment. This ensures that the stored products are kept in optimal conditions at all times, minimizing the risk of spoilage and loss.In addition to its functionality, the Walk-In Cold Room is built with a focus on durability and longevity. Its robust construction and high-quality materials make it a reliable and long-term investment for businesses. With proper maintenance and care, the cold room is designed to provide years of trouble-free operation, delivering consistent performance and value to its users.Moreover, [Company Name] prides itself on its commitment to customer satisfaction and support. The company offers a comprehensive service package for the Walk-In Cold Room, including installation, maintenance, and technical assistance. This ensures that customers can rely on [Company Name] as a trusted partner in meeting their refrigeration needs.The unveiling of the Walk-In Cold Room marks another milestone for [Company Name] in its mission to provide innovative and reliable refrigeration solutions. With its cutting-edge technology, customizable design, and commitment to customer satisfaction, the Walk-In Cold Room is set to make a significant impact in the industry. Businesses can now avail of a top-of-the-line cold storage solution that meets their specific requirements and delivers unmatched performance and value.As businesses across various sectors continue to seek efficient and reliable cold storage solutions, the Walk-In Cold Room from [Company Name] emerges as a game-changer in the market. Its versatility, performance, and customer-centric approach make it a compelling choice for businesses looking to enhance their cold storage capabilities. With its launch, [Company Name] reaffirms its position as a leader in the refrigeration industry and a trusted partner for businesses seeking high-quality storage solutions.
Explore the Benefits of Industrial Freezers for Commercial Applications
Title: Cutting-Edge and Revolutionary Industrial Freezer Sets New Standard in Food PreservationIntroduction:In today's rapid-paced and ever-changing world, efficient and reliable equipment plays a critical role in various industries. One such vital component is the industrial freezer; a technological marvel that has greatly revolutionized the food preservation industry. In this news article, we will explore the ingenious features and exceptional performance of a cutting-edge industrial freezer, setting a new standard for businesses operating in the food and beverage sector.[Company Name], a leader in advanced cooling and freezing solutions, introduces their latest innovation in industrial freezing technology. This groundbreaking freezer boasts unparalleled features and delivers superior performance, catering to the diverse requirements of the food industry. Let's delve into the specifics of this state-of-the-art industrial freezer, poised to shape the future of food preservation.Revolutionary Features:The new industrial freezer is built on the foundation of innovation and incorporates an array of features that ensure optimal freezing conditions, delivering superior results in terms of quality, safety, and efficiency.1. Advanced Temperature Control: The industrial freezer sets the benchmark with its precise and customizable temperature control system. It maintains the perfect freezing temperature for various food products, preserving their freshness and nutritional value.2. Enhanced Airflow Technology: Featuring an advanced airflow distribution system, this freezer guarantees uniform cooling across every shelf and compartment, eliminating temperature fluctuations and ensuring consistent freezing results for all types of items.3. Intelligent Defrosting Mechanism: The freezer's intelligent defrosting mechanism minimizes downtime and increases productivity. Utilizing cutting-edge sensors and algorithms, it identifies ice build-up proactively and initiates defrost cycles, thereby reducing manual intervention and optimizing overall performance.4. State-of-the-Art Insulation: Equipped with high-quality insulation materials, the freezer maintains a stable environment, effectively preventing the escape of cold air and minimizing energy consumption. This innovation significantly reduces operational costs for businesses without compromising on performance.5. User-Friendly Interface: The freezer's intuitive control panel and user-friendly interface make it extremely easy to operate, even for those with minimal technical knowledge. This enables businesses to streamline their freezing processes and optimize productivity.Benefits for the Food Industry:With its groundbreaking features, the new industrial freezer offers a range of benefits specifically designed to meet the evolving needs of the food and beverage industry.1. Improved Food Safety: The precise temperature control guarantees optimum freezing conditions, inhibiting bacterial growth and preserving the organoleptic properties of food items. This ensures that consumers receive safe and wholesome food products.2. Extended Shelf Life: The exceptional freezing capabilities of this industrial freezer effectively extend the shelf life of perishable goods, reducing waste and providing businesses with a competitive edge in the market.3. Enhanced Efficiency: The intelligent defrosting mechanism and advanced airflow technology eliminate manual defrosting requirements, reducing operational interruptions and increasing overall efficiency. This leads to higher production output and improved profitability.4. Cost Savings: The top-notch insulation technology utilized in this freezer ensures minimal heat exchange, resulting in significant energy savings. Additionally, the advanced temperature control prevents over-freezing, maximizing product quality and reducing losses.Conclusion:[Company Name] has once again proved their pioneering spirit in the field of industrial freezing technology, introducing a game-changing industrial freezer that sets new standards in food preservation. With its revolutionary features, this state-of-the-art freezer promises improved efficiency, enhanced food safety, and extended shelf life for businesses operating in the food industry. As consumers demand fresher and safer products, this cutting-edge freezer ensures manufacturers keep up with evolving market demands, gaining a competitive edge in the process.
Unlock the Benefits of a Walk-In Cold Room for Optimal Storage and Preservation
Title: State-of-the-Art Walk-In Cold Rooms Revolutionize Temperature Control in the Commercial SectorIntroduction:In an era where food safety and preservation standards are paramount, businesses across the commercial sector are constantly seeking innovative solutions to maintain optimal storage conditions. Recognizing the pressing need for effective temperature control, {Company Name}, a leading provider of cooling and refrigeration solutions, has developed a state-of-the-art Walk-In Cold Room. Offering precise temperature control and superior storage capabilities, this revolutionary product is set to transform the way businesses operate within the food industry and beyond.Body:1. Unveiling the Walk-In Cold Room: {Company Name}, renowned for its expertise in cooling and refrigeration technologies, has introduced the Walk-In Cold Room as an advanced solution to meet the industry's evolving demands. Engineered with a meticulous focus on quality and functionality, this cutting-edge product aims to set new standards of performance in the commercial sector.2. Innovative Features and Technology: The Walk-In Cold Room boasts a remarkable array of features, redefining the concept of temperature control and storage. Its advanced insulation properties ensure airtight sealing, minimizing energy consumption and reducing operational costs for businesses. The use of eco-friendly refrigerants guarantees a sustainable and environmentally conscious solution, which is critical in the modern era. The cold room's intelligent temperature control system enables precise regulation, ensuring the maintenance of optimal temperatures for products stored within. This state-of-the-art technology allows businesses to store perishable goods, such as fruits, vegetables, and meats, while ensuring their freshness, quality, and longevity.3. Versatility Across Industries: The Walk-In Cold Room's versatility extends beyond the food industry, making it an ideal solution for a wide range of businesses. Pharmaceutical companies, for example, can rely on the cold room to store temperature-sensitive medications and vaccines. Additionally, florists, who require precise temperature control for maintaining the freshness of flowers, can benefit greatly from this groundbreaking product.4. Streamlined Operations and Enhanced Efficiency: By incorporating the Walk-In Cold Room, businesses can streamline their operations and optimize efficiency. The spacious storage capacity of this product allows for organized management of inventory, reducing the risk of loss, waste, or spoilage. Moreover, its user-friendly design ensures easy accessibility, facilitating seamless operations and swift inventory rotation. Furthermore, the cold room's customizable shelving systems and adjustable racking options allow businesses to adapt the storage space to their specific requirements, maximizing efficiency and minimizing storage costs.5. Long-term Investment and Cost Savings: Investing in the Walk-In Cold Room proves to be a wise financial decision for businesses, owing to its long-term practicality and operational cost savings. The energy-efficient design reduces energy consumption, resulting in lower electricity bills and a reduced carbon footprint. The durability and reliability of the cold room ensure minimal maintenance and repair costs over its extensive lifespan.6. Safety and Compliance: Recognizing the importance of safety and compliance in the industry, {Company Name} has developed the Walk-In Cold Room in adherence to stringent quality standards and regulations. The cold room is equipped with a failsafe alarm system that promptly notifies businesses of temperature fluctuations or any other anomalies, ensuring the utmost protection of valuable inventory.Conclusion:{Company Name}'s Walk-In Cold Room is a groundbreaking innovation that integrates cutting-edge technology with exceptional quality and superior functionality. With the ability to provide precise temperature control and optimal storage conditions, this state-of-the-art solution is an invaluable asset for businesses across multiple sectors, guaranteeing the longevity, quality, and freshness of perishable goods. Embracing this revolutionary product will not only streamline operations and enhance efficiency but also solidify businesses' commitment to sustainability and environmental responsibility.