- Home
- Blog
- High-Quality Vacuum Freeze Dryer Manufacturer, Factory, Company - Top Freeze Drying Equipment Supplier in China
High-Quality Vacuum Freeze Dryer Manufacturer, Factory, Company - Top Freeze Drying Equipment Supplier in China
By:admin
The company's commitment to innovation and excellence is evident in its latest offering, the Vacuum Freeze Dryer. This advanced product harnesses the power of vacuum and freezing technology to efficiently remove moisture from a wide range of items, ensuring their longevity without compromising quality. Whether it's food, pharmaceuticals, or biological materials, the Vacuum Freeze Dryer guarantees the highest level of quality and efficiency.
The key to the exceptional performance of the Vacuum Freeze Dryer lies in its state-of-the-art technology and precision engineering. By freezing the material and then removing moisture through a process called sublimation, this innovative appliance ensures longer shelf life, retaining flavors, and maintaining nutritional values. Equipped with advanced features, the Vacuum Freeze Dryer offers unparalleled convenience, making it user-friendly and customizable to meet diverse requirements.
One of the standout features of the Vacuum Freeze Dryer is its versatility. It is not limited to food preservation alone; it can also be used to extend the lifespan of medications, documents, or valuable artifacts. With precise temperature and pressure control, users can trust the effectiveness and durability of this device. Moreover, the sleek design and compact size facilitate easy storage, saving valuable countertop space.
In addition to its exceptional performance, the Vacuum Freeze Dryer is built with durability in mind. Each unit undergoes rigorous testing before leaving the factory, ensuring reliable and long-lasting performance. Safety is also a top priority, with multiple safety features, including an automatic shutdown system in case of abnormal pressure or high temperature.
Bolang's dedication to providing high-quality refrigeration equipment is reflected in the outstanding reviews and testimonials from satisfied customers. Users have praised the Vacuum Freeze Dryer for revolutionizing the way they preserve and store food, with its advanced technology and efficient performance proving to be a game-changer in their kitchens. The appliance's vacuum feature ensures that food remains fresh and retains its nutritional value for an extended period, while its freeze-drying capability allows for the storage of fruits, vegetables, and even cooked meals without worrying about spoilage or freezer burn.
Furthermore, the company's talented team with advanced R&D capabilities has played a crucial role in the design and manufacturing of the Vacuum Freeze Dryer, ensuring that it meets the highest standards of quality and reliability. Bolang's continuous pursuit of excellence and innovation has positioned it as a trusted OEM supplier in China, with a commitment to delivering top-quality refrigeration equipment to its customers.
With its successful track record and unwavering dedication to producing cutting-edge freezing systems, Nantong Bolang Refrigeration Equipment Co., Ltd. continues to set new benchmarks in the industry, providing unrivaled products and comprehensive solutions for preserving the integrity and freshness of various products. As the company looks towards the future, it remains poised to further expand its presence in the global market, offering its expertise and advanced technology to a wider audience.
Company News & Blog
Unveiling the Chilling Secrets of Modern Cold Room Technology: A Comprehensive Insight
Title: Innovative Temperature-Controlled Storage: Revolutionizing Cold Room TechnologySubtitle: Enhancing Efficiency and Quality Assurance in the Storage IndustryDate: [Insert Date][Insert Location] - In a revolutionary move towards transforming the storage industry, [Company Name], a leader in temperature-controlled storage solutions, has introduced its cutting-edge Cold Room technology. This innovative solution is designed to enhance efficiency while maintaining the highest standards of quality assurance. [Company Name] has consistently been at the forefront of delivering state-of-the-art storage solutions, and the new Cold Room system further solidifies its position as a market leader.With increased demand for reliable and efficient temperature-controlled storage solutions across various industries, [Company Name] recognized the need to develop a system that eliminates common issues faced in traditional cold rooms. The new Cold Room system not only surpasses these challenges but also introduces a range of features that optimize operations, ultimately benefiting businesses that depend on precise temperature control.One of the key aspects of the Cold Room system is its state-of-the-art insulation technology. Crafted from advanced materials, this insulation ensures the maintenance of desired temperatures with minimal fluctuations. The reduction in temperature variation leads to enhanced preservation and prolonged shelf life of stored items, thus minimizing waste.Traditional cold rooms often suffer from inefficient space management, with little consideration for maximizing storage capacity. However, [Company Name]'s innovative Cold Room design efficiently utilizes available space, allowing businesses to optimize their storage potential. The system incorporates adjustable shelves and racks, enabling users to customize storage configurations according to their specific needs. This flexibility ensures efficient utilization of space, regardless of the items being stored.One of the key concerns for businesses relying on traditional cold rooms is the potential risk of temperature fluctuations due to frequent door openings. [Company Name]'s Cold Room addresses this issue with the inclusion of advanced door mechanisms that minimize temperature variations when the doors are opened, preventing potential damage to sensitive products. Additionally, the system incorporates a smart alarm system that immediately alerts users in case of any temperature anomalies, further safeguarding stored goods.Energy efficiency has become a key focus in modern industries. [Company Name]'s Cold Room system has been designed with sustainability in mind, featuring energy-efficient technologies that reduce electricity consumption and save costs for businesses. The new technology includes intelligent sensors that optimize energy consumption based on real-time temperature requirements, resulting in significant energy savings without compromising the performance and reliability of the system.Furthermore, [Company Name] has developed a user-friendly interface for its Cold Room system that allows businesses to monitor and control temperature settings remotely. Through this interface, users can access real-time data, configure temperature parameters, and even receive alerts and notifications regarding any deviations from set conditions. This remote accessibility simplifies operations, promotes convenience, and helps businesses maintain optimal temperature conditions effortlessly.[Widely recognized industry expert], an expert in the storage industry, believes that [Company Name]'s Cold Room system has the potential to revolutionize conventional storage practices. According to [Expert's Name], "With its cutting-edge technology, customizable storage options, energy-saving features, and remote monitoring capabilities, [Company Name]'s Cold Room system is set to transform the way temperature-controlled storage is perceived and utilized. It is a game-changer in the industry, redefining standards and providing businesses with a highly efficient and reliable solution."In conclusion, [Company Name]'s newly introduced Cold Room system is poised to revolutionize the storage industry through its innovative features and technology. The system's ability to maintain precise temperature control, optimize storage capacity, and reduce energy consumption places it at the forefront of the market. By combining efficiency, reliability, and sustainability, [Company Name] continues to establish itself as an industry leader, delivering state-of-the-art storage solutions that cater to the evolving needs of businesses across various sectors.
Essential Refrigeration Accessories You Need to Improve Efficiency
[NEWS]Refrigeration Accessories Expands Product Line to Offer Enhanced Cooling Solutions[date][city]Refrigeration Accessories, a leading provider of high-quality cooling solutions, has recently announced its expansion into a wider range of products and accessories. With a focus on innovation and customer satisfaction, the company aims to deliver enhanced cooling solutions for various industries, including commercial and residential applications.With over [number] years of experience, Refrigeration Accessories has established itself as a trusted name in the refrigeration industry. The company's commitment to excellence has allowed it to build a loyal customer base and provide cutting-edge products that meet the evolving needs of the market.[Company Name] offers a comprehensive selection of refrigeration accessories, including [list of products]. These accessories are designed to enhance the functionality and performance of refrigeration systems, resulting in greater efficiency and reliability. The company's team of skilled engineers and technicians ensures that every product meets rigorous quality standards and undergoes thorough testing before reaching the market.The expanded product line includes [new products]. These additions have been carefully selected to address common challenges faced by industries utilizing refrigeration systems. By offering a diverse range of options, Refrigeration Accessories aims to cater to the unique requirements of each customer, providing tailored solutions that optimize cooling processes.One of the standout products in the new collection is the [Product Name]. This innovative accessory offers [description of features and benefits] and has quickly gained popularity among customers, receiving rave reviews for its performance. Its ease of installation and compatibility with various refrigeration systems make it a versatile choice for both commercial and residential applications.Refrigeration Accessories prides itself on its commitment to sustainability and environmental responsibility. The company recognizes the importance of reducing energy consumption and minimizing carbon footprints. As such, all the products in their expanded line are designed with energy efficiency in mind, allowing customers to enjoy significant cost savings while reducing their environmental impact.In addition to offering an expanded lineup of products, Refrigeration Accessories also places great emphasis on customer satisfaction. The company's dedicated customer support team is always ready to assist clients, ensuring a seamless experience from purchase through to installation and beyond. With prompt response times and knowledgeable professionals, customers can rely on the expertise of Refrigeration Accessories for all their cooling needs."We are excited to announce the expansion of our product line," said [Name], [position] at Refrigeration Accessories. "Our mission is to provide our customers with the highest quality cooling solutions that not only meet but exceed their expectations. With our enhanced range of products and accessories, we are confident that we can better serve the diverse needs of our clients."Refrigeration Accessories is already a preferred partner for many industries, including [list of industries]. With the addition of new products, the company aims to expand its reach and establish itself as a leader in the cooling solutions market. By constantly innovating and offering cutting-edge products, Refrigeration Accessories remains committed to staying at the forefront of the industry.As refrigeration needs continue to evolve, Refrigeration Accessories is poised to provide reliable and efficient solutions. With their expanded product line and dedication to customer satisfaction, the company is well-positioned to meet the diverse cooling requirements of industries both now and in the future.About Refrigeration Accessories:Refrigeration Accessories is a leading provider of high-quality cooling solutions for various industries. With a comprehensive range of refrigeration accessories, the company aims to offer innovative and sustainable products that enhance the performance of cooling systems. Backed by years of experience and a commitment to customer satisfaction, Refrigeration Accessories strives to be the go-to choice for all cooling needs.
A Guide to Efficient and Reliable Ice Machines: Key Features and Benefits Explored
Title: Cutting-edge Ice Machines Revolutionize Commercial Ice ProductionIntroduction:In today's fast-paced global economy, it comes as no surprise that the demand for high-quality ice production has increased exponentially. Catering to this need, a revolutionary new ice machine has emerged, shaking up the commercial industry with its cutting-edge technology and unparalleled efficiency. This article explores the features of this breakthrough ice machine, its potential impact on various sectors, and the company behind its development.Ice Machine X: State-of-the-Art TechnologyIce Machine X has become synonymous with innovation, reliability, and exceptional ice production. Developed by a team of highly skilled engineers and experts, this high-performance ice machine is designed to cater to a wide range of commercial and industrial applications.1. Advanced Cooling System: The heart of the Ice Machine X is its advanced cooling system, which ensures rapid and efficient ice production. Equipped with enhanced refrigeration technology, this system facilitates quick freezing and consistent ice formation, minimizing downtime and maximizing productivity.2. Energy Efficiency: Ice Machine X incorporates state-of-the-art energy-saving features, reducing power consumption without compromising ice production capacity. This not only contributes to a greener environment but also results in substantial cost savings for businesses.3. Smart Controls and Remote Monitoring: The incorporation of intelligent controls allows for precise temperature regulation, ensuring optimal ice quality and preventing wastage. Furthermore, the remote monitoring capability enables real-time tracking and control of the ice machine's performance from anywhere, providing convenience and peace of mind to operators.4. Hygienic and Sanitary: Ice Machine X is designed with hygiene as a top priority. The machine is equipped with antimicrobial technology, which inhibits the growth of bacteria and other harmful microorganisms. Additionally, the innovative self-cleaning feature eliminates manual cleaning requirements, saving time and effort for operators.Potential Impact on Various Sectors:1. Hospitality and Food Services: The hospitality industry heavily relies on ice production for meal services, mixed beverages, and bar setups. Ice Machine X's exceptional performance and reliability can significantly streamline operations in hotels, restaurants, bars, and catering services, enhancing customer satisfaction and increasing overall efficiency.2. Healthcare: In healthcare facilities, a reliable ice supply plays a crucial role in various applications, including patient care, surgical procedures, and medication storage. The Ice Machine X's superior ice quality and hygienic design make it an ideal choice for medical facilities that prioritize safety and cleanliness.3. Entertainment and Events: Ice Machine X's speedy ice production capabilities make it a perfect fit for entertainment venues, concert halls, and large-scale events. Its energy-efficient design ensures a continuous supply of ice, allowing organizers to focus on providing an exceptional experience for attendees rather than worrying about ice shortages.4. Fishery and Aquaculture: The fishery industry heavily relies on ice to maintain the freshness and quality of seafood products. Ice Machine X's impeccable performance, quick cooling, and energy-efficient operation fulfill the demanding requirements of fishery and aquaculture businesses, minimizing product loss and enhancing profitability.Company Introduction: Behind this groundbreaking innovation is a pioneering company committed to providing top-of-the-line ice machines. With an unwavering dedication to research and development, manufacturing excellence, and customer satisfaction, the company has emerged as a leader in the commercial ice production industry.Established in year X, the company has consistently pushed the boundaries of ice machine technology, introducing new features and designs that redefine industry standards. Their commitment to environmental sustainability is reflected in the energy-efficient operation of their products, reducing the carbon footprint of businesses worldwide.Furthermore, the company's customer-centric approach ensures exceptional after-sales service, prompt technical assistance, and regular maintenance programs to ensure the longevity and performance of their products.Conclusion:Ice Machine X, through its cutting-edge technology and innovative features, revolutionizes ice production in the commercial sector. Beyond its advanced cooling system, energy efficiency, smart controls, and hygienic design, its impact extends to various industries, from hospitality and healthcare to entertainment and fisheries. With a visionary company behind its development, this groundbreaking ice machine is poised to enhance operational efficiency, improve product quality, and contribute to a greener future.
Top Industrial Freezer for your Business Needs
Industrial Freezer Company ABC has recently made waves in the industry with its state-of-the-art freezer technology that has been revolutionizing the way businesses store and preserve their products. With a focus on innovation and quality, Industrial Freezer Company ABC has quickly established itself as a leader in the industry, providing businesses with reliable and efficient freezer solutions that meet their specific needs.Founded in 1995, Industrial Freezer Company ABC has been dedicated to developing cutting-edge freezer technology that helps businesses maintain the quality and freshness of their products. The company's commitment to research and development has led to the creation of a wide range of high-tech freezers that cater to various industries, including food and beverage, pharmaceuticals, medical, and research.One of the key factors that set Industrial Freezer Company ABC apart from its competitors is its focus on customization. The company understands that every business has unique requirements when it comes to storage and preservation, which is why it offers tailor-made freezer solutions to meet the specific needs of its clients. Whether it's a large-scale industrial freezer for a food processing plant or a specialized medical freezer for a research laboratory, Industrial Freezer Company ABC has the expertise and technology to deliver customized solutions that ensure the integrity of its clients' products.In addition to its commitment to customization, Industrial Freezer Company ABC also places a strong emphasis on quality and reliability. The company's freezers are built to the highest standards, using durable materials and cutting-edge technology to ensure optimal performance and longevity. This dedication to quality has earned Industrial Freezer Company ABC a solid reputation for delivering top-of-the-line freezers that exceed industry standards.One of Industrial Freezer Company ABC's flagship products is its line of industrial freezers, which are designed to meet the demanding storage and preservation needs of businesses in the food and beverage industry. These freezers are equipped with advanced features such as precise temperature control, rapid freezing capabilities, and energy-efficient design, making them the ideal choice for businesses looking to maintain the quality and freshness of their products while maximizing efficiency and cost-effectiveness.Another area where Industrial Freezer Company ABC excels is in providing freezer solutions for the pharmaceutical and medical industries. The company's specialized freezers are designed to meet the stringent storage requirements of pharmaceutical products and biological samples, ensuring that these items are kept at the optimal temperature and humidity levels to maintain their integrity and effectiveness.In recent years, Industrial Freezer Company ABC has also expanded its reach to cater to the research and scientific communities, offering specialized freezers for the storage of valuable research samples and specimens. These freezers are equipped with advanced monitoring and security features to ensure the safety and integrity of the stored items, making them an essential tool for research laboratories and scientific institutions.Industrial Freezer Company ABC's dedication to innovation, quality, and customization has earned it a loyal customer base and a strong foothold in the industry. The company's continued commitment to meeting the evolving needs of businesses across various sectors has positioned it as a go-to provider for reliable and efficient freezer solutions.Looking ahead, Industrial Freezer Company ABC is poised to continue its trajectory of growth and success, with plans to further expand its product offerings and reach new markets. With its unwavering dedication to excellence and customer satisfaction, the company is well-positioned to remain a leader in the industry and continue to deliver the cutting-edge freezer technology that businesses depend on to preserve their products.
Highly Efficient Industrial Water Chiller for Cooling Systems
The demand for efficient and reliable water chillers has been steadily increasing in various industries, including manufacturing, food processing, and pharmaceuticals. With the rising temperatures and the need to maintain consistent cooling systems, businesses are constantly looking for innovative solutions to meet their specific requirements.In response to this growing need, a leading provider of industrial cooling solutions has recently announced the launch of a new and advanced water chiller system. With a strong focus on energy efficiency, performance, and sustainability, this new water chiller is set to revolutionize the way businesses approach their cooling needs.The company, known for its cutting-edge technology and commitment to excellence, has been a trusted name in the industry for over a decade. Their extensive experience and expertise in designing and manufacturing cooling systems have earned them a reputation for delivering high-quality and reliable products that meet the most demanding requirements.The new water chiller system, which has been in development for several years, represents a significant milestone for the company. Equipped with state-of-the-art components and advanced features, this system is designed to deliver exceptional performance while minimizing energy consumption and reducing environmental impact.One of the key highlights of the new water chiller is its advanced control system, which allows for precise monitoring and adjustment of cooling operations. This ensures that the system operates at optimal efficiency at all times, resulting in significant cost savings for businesses.In addition to its innovative design, the new water chiller also boasts a compact footprint, making it suitable for installations where space is limited. This feature is particularly beneficial for businesses looking to optimize their floor space without compromising on cooling capacity.Moreover, the water chiller is equipped with a high-efficiency compressor and heat exchanger, which further contributes to its outstanding performance. This allows for rapid cooling and temperature control, ensuring a consistent and reliable operation even in the most demanding conditions.Furthermore, the company has emphasized its commitment to sustainability by incorporating environmentally friendly refrigerants and materials in the design of the water chiller. This aligns with the increasing focus on reducing carbon footprint and minimizing the environmental impact of industrial operations.With the launch of this new water chiller system, the company aims to set new standards in the industry and provide businesses with a reliable and cost-effective solution for their cooling needs. The system is available in a range of capacities to accommodate various applications, from small-scale operations to large industrial facilities.As businesses continue to prioritize energy efficiency and environmental stewardship, the new water chiller system is expected to gain significant traction in the market. Its combination of advanced technology, performance, and sustainability make it an attractive choice for businesses looking to upgrade their cooling infrastructure.The company has also emphasized its commitment to customer support, ensuring that businesses receive comprehensive assistance in selecting, installing, and maintaining the water chiller system. This dedication to customer satisfaction further underscores the company's position as a leading provider of industrial cooling solutions.In conclusion, the launch of the new water chiller system represents a significant advancement in industrial cooling technology. With its focus on energy efficiency, performance, and sustainability, this system is poised to make a positive impact on businesses across various industries. As the demand for reliable and efficient cooling solutions continues to grow, the company's new water chiller is well-positioned to meet the evolving needs of the market.
Top Cold Room Manufacturer in China: High-Quality Solutions for Your Needs
Nantong Bolang Refrigeration Equipment Co., Ltd. has been at the forefront of manufacturing freezing systems for over 12 years, solidifying its position as a leading domestic cold chain equipment manufacturer in China. With a talented team and advanced research and development capabilities, Bolang has established itself as a trusted provider of high-quality refrigeration solutions to meet the diverse demands of various industries.One of Bolang's most efficient and reliable solutions is the Cold Room, designed to preserve perishable goods with utmost precision and care. This state-of-the-art facility maintains a consistently low temperature, ensuring the freshness and longevity of stored products. With advanced insulation technology, the Cold Room prevents temperature fluctuations, preserving the nutritional value and taste of perishables such as fresh produce, pharmaceuticals, and other temperature-sensitive items.What sets Bolang's Cold Room apart is its commitment to energy efficiency and durability. The Cold Room is designed and manufactured with precision, guaranteeing top-quality performance and longevity. Its user-friendly control system makes it effortless to maintain the desired temperature, providing a hassle-free storage experience. Moreover, the Cold Room is available in various sizes and configurations, custom-made to fit specific storage needs and space requirements.Bolang's Cold Room offers precise temperature control, maintaining an ideal environment for a wide range of products, including fresh produce, dairy, pharmaceuticals, and chemicals. The room's spacious interior provides ample storage capacity, accommodating large quantities of goods efficiently. Equipped with durable shelving units and customizable configurations, it allows for organized and hassle-free inventory management.Safety is a top priority for Bolang, evidenced by the inclusion of advanced security features in the Cold Room. Real-time monitoring systems and access control ensure that valuable inventory remains protected at all times. Additionally, the Cold Room includes an alarm system that alerts personnel in the event of any deviation from the desired temperature range, allowing for prompt action to be taken.Installation and maintenance of Bolang's Cold Room are straightforward and convenient, featuring a user-friendly interface and intuitive controls. Regular maintenance ensures optimal performance and longevity of the equipment, minimizing downtime and maximizing productivity.Customer satisfaction is at the core of Bolang's mission, and the Cold Room has received rave reviews from satisfied customers. One customer, who recently purchased a Cold Room for their restaurant, expressed extreme satisfaction with its performance. The spacious interior and precise temperature control system impressed them, ensuring their products stay fresh and of the best quality. Another customer hailed the Cold Room as a game-changer, highlighting its outstanding cooling capacity, build quality, and energy efficiency.These testimonials underscore Bolang's commitment to providing reliable and efficient cold storage solutions for businesses in need of top-tier refrigeration equipment.As a trusted cold room manufacturer and factory in China, Nantong Bolang Refrigeration Equipment Co., Ltd. continues to revolutionize temperature-controlled storage capabilities with its cutting-edge technology and advanced features. Offering superior cooling solutions and unparalleled reliability, Bolang sets the standard for high-quality refrigeration solutions that enhance efficiency and ensure perishable goods remain in optimal condition.For businesses looking for a reputable cold room manufacturer in China, Nantong Bolang Refrigeration Equipment Co., Ltd. stands out as the top supplier of premium cold storage solutions. With a dedication to quality and customer satisfaction, Bolang is the ideal partner for businesses seeking reliable and efficient refrigeration solutions for their specific needs. Contact Bolang today to learn more about their state-of-the-art Cold Room technology and how it can revolutionize storage capabilities.
Essential Accessories for Efficient Refrigeration Systems
Title: Expanding Efficiency and Performance: The Latest Innovations in Refrigeration System AccessoriesIntroduction (100 words):With the rapid advancements in technology, the refrigeration industry has experienced significant developments in enhancing efficiency and performance. In line with this, [Company Name], a renowned player in the sector, has introduced a range of cutting-edge refrigeration system accessories. By leveraging their expertise and innovation, the company aims to revolutionize the way refrigeration systems function, ensuring longer lifespan, improved energy efficiency, and reduced environmental impact. In this article, we delve into the latest offerings from [Company Name] and explore how these accessories optimize refrigeration systems for both commercial and residential applications.1. Accessory A: Enhancing Energy Efficiency (150 words):One of the notable innovations offered by [Company Name] is Accessory A, a groundbreaking solution designed to significantly improve energy efficiency in refrigeration systems. By efficiently regulating temperature and preserving cold air circulation, Accessory A minimizes energy waste and promotes sustainable cooling operations. The accessory incorporates intelligent sensors that constantly monitor temperature variations, ensuring optimum cooling performance in real-time.Moreover, Accessory A seamlessly integrates with existing refrigeration systems, requiring minimal installation efforts. Its user-friendly interface allows for easy programming and customization, enabling operators to fine-tune the system according to their specific requirements. The potential energy savings achieved with Accessory A make it an indispensable tool for businesses seeking to reduce operational costs and embrace eco-friendly practices.2. Accessory B: Extending Lifespan (150 words):Ensuring the longevity of refrigeration systems is crucial for businesses, as untimely breakdowns can lead to substantial financial losses and disruption of operations. [Company Name]'s Accessory B tackles this challenge effectively by addressing key components susceptible to wear and tear. By implementing advanced technologies, Accessory B optimizes the functionality of key components, such as compressors and condensers, thereby extending their lifespan.One of the standout features of Accessory B is its ability to detect and mitigate potential issues before they lead to system failures. This proactive approach significantly reduces maintenance costs and downtime, enabling businesses to streamline their operations effectively. Additionally, the accessory can be easily retrofitted to existing refrigeration systems, making it a cost-effective choice for upgrading equipment and maximizing overall efficiency.3. Accessory C: Environmentally-Friendly Cooling (150 words):As concerns over climate change and environmental sustainability continue to grow, [Company Name] has introduced Accessory C, an accessory that focuses on reducing the environmental impact of refrigeration systems. By incorporating state-of-the-art refrigerants and filtration systems, Accessory C significantly minimizes harmful emissions and contributes to a greener future.Accessory C utilizes advanced refrigerant technology that maintains optimal cooling performance while adhering to stringent environmental regulations. The filtration system efficiently captures and neutralizes harmful particles, ensuring cleaner air circulation and improved indoor air quality. By adopting Accessory C, businesses can demonstrate their commitment to environmental responsibility while reaping the benefits of reduced carbon footprint and enhanced cooling efficiency.4. Conclusion (100 words):[Company Name] continues to push the boundaries in the refrigeration industry by introducing innovative accessories that enhance efficiency, performance, and sustainability. With Accessory A's energy-saving features, Accessory B's longevity-enhancing capabilities, and Accessory C's focus on environmental responsibility, businesses can expect to optimize their refrigeration systems for years to come. By staying at the forefront of technology and placing a strong emphasis on customer satisfaction, [Company Name] remains a leader in providing reliable and cutting-edge solutions for the ever-evolving refrigeration industry.
Top Quality Commercial Ice Machines - Manufacturer, Factory, and Company in China
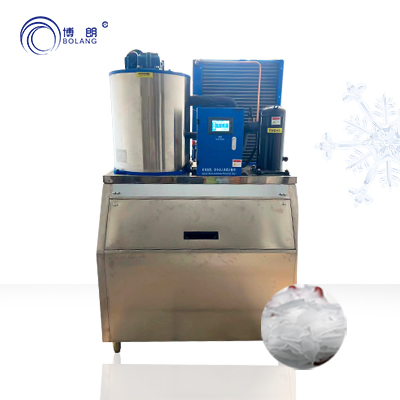
Nantong Bolang Refrigeration Equipment Co., Ltd has been making waves in the commercial ice machine industry with their exceptional range of industrial-grade ice machines. With over 12 years of experience in manufacturing freezing systems and a dedicated team with advanced R&D capabilities, Bolang has solidified its position as a leading domestic cold chain equipment manufacturer in China.The company's Commercial Ice Machine has garnered attention for its superior performance and reliability, making it the preferred choice for a wide range of commercial establishments such as restaurants, cafes, hotels, and bars. Bolang's commitment to delivering top-quality and affordable products has set them apart in the industry, providing exceptional ice-making solutions to businesses across the country.The Commercial Ice Machine from Nantong Bolang Refrigeration Equipment Co., Ltd is designed to meet all the icy requirements of commercial kitchens. It is built to deliver crystal-clear ice in a matter of minutes, ensuring a steady supply of refreshing cubes to keep customers satisfied. The user-friendly interface of the machine makes it easy to operate, catering to both experienced chefs and newcomers in the culinary field. Its sleek design and compact size maximize space efficiency in the kitchen, allowing for hassle-free installation and maintenance.With the increasing demand for ice in commercial settings, having a reliable ice machine is crucial. Nantong Bolang Refrigeration Equipment Co., Ltd has meticulously crafted their commercial ice machines to ensure consistent ice production, allowing businesses to serve their customers promptly and efficiently. The heart of their ice machines lies in advanced technology, guaranteeing superior performance from powerful compressors to precision control systems, while minimizing energy consumption.The ice machines are built to withstand the rigors of a busy commercial environment, constructed with durable materials and a robust framework to handle the demands of continuous operation. Bolang offers a wide variety of commercial ice machines, catering to different capacity requirements and ice types, ensuring that businesses have the perfect ice machine for their specific needs.What sets Bolang's Commercial Ice Machine apart is not only its exceptional performance but also its innovative features. The machine boasts adjustable ice thickness, allowing for customization based on specific needs, and automatic cleaning function, eliminating the hassle of manual maintenance, making it an outstanding investment for businesses looking to guarantee superb performance and utmost customer satisfaction.Customers have expressed their satisfaction with the commercial ice machine, praising its impressive production capacity, consistently delivering crystal-clear ice cubes within minutes. Its sturdy construction ensures longevity, while the user-friendly interface allows for seamless operation. The compact design fits perfectly in limited space, and the automatic cleaning function eliminates the hassle of maintenance.As businesses look to upgrade their ice production capabilities, Nantong Bolang Refrigeration Equipment Co., Ltd offers the perfect balance of performance, reliability, and efficiency with their state-of-the-art ice machines. The company's continuous commitment to excellence and innovation in commercial ice machine manufacturing has made them a trusted and reputable name in the industry.With a focus on delivering high-quality products and exceptional customer satisfaction, Nantong Bolang Refrigeration Equipment Co., Ltd continues to drive the commercial ice machine industry forward. As they further expand their reach, both domestically and internationally, businesses can expect to experience the transformative impact of their top-of-the-line Commercial Ice Machine.
Essential Tips for Utilizing a Walk-in Cold Room
.**Company Introduction**{Company Name} is a leading manufacturer of commercial refrigeration equipment, specializing in cold rooms, refrigeration systems, and other related products. With a focus on innovation and quality, {Company Name} has been providing reliable and efficient refrigeration solutions to businesses in various industries for over 20 years. The company is known for its state-of-the-art technology, excellent customer service, and dedication to sustainability and environmental responsibility.**News Content: Walk In Cold Room**In the world of food and beverage businesses, proper storage and preservation of perishable goods are crucial to maintaining the quality and safety of products. This is where a walk-in cold room, such as those manufactured by {Company Name}, becomes an indispensable asset. {Company Name} has recently launched its latest line of walk-in cold rooms, designed to meet the diverse needs of businesses in the food and beverage industry. These cold rooms are built with advanced refrigeration systems, providing consistent and reliable temperature control to ensure the freshness and safety of the stored products.The walk-in cold rooms offered by {Company Name} are tailored to accommodate various storage capacities, ranging from small-scale businesses to large commercial operations. The modular design of the cold rooms allows for flexibility in configuration, making them suitable for different space requirements and operational demands. Additionally, the cold rooms are constructed with high-quality, durable materials, ensuring longevity and resistance to environmental factors.What sets {Company Name}’s walk-in cold rooms apart is their energy efficiency and eco-friendly features. The refrigeration systems are engineered to minimize energy consumption without compromising performance, resulting in cost savings for businesses and a reduced environmental impact. Furthermore, the company is committed to utilizing environmentally friendly refrigerants and sustainable manufacturing practices, aligning with its dedication to environmental responsibility.Moreover, {Company Name} offers customization options for its walk-in cold rooms to cater to specific business needs. From temperature and humidity control to shelving and lighting, businesses can tailor the cold rooms to optimize storage conditions and operational efficiency. The company’s team of experts provides consultation and support throughout the design and installation process, ensuring that each cold room solution is tailored to deliver the best results for its users.For businesses in the food and beverage industry, investing in a high-quality walk-in cold room is a strategic decision that directly impacts the quality and safety of their products. With {Company Name}’s reputation for excellence and innovation in commercial refrigeration, businesses can trust that their cold room solution will uphold the highest standards of performance and reliability.In conclusion, {Company Name} continues to set the bar for excellence in the commercial refrigeration industry with its latest line of walk-in cold rooms. From cutting-edge technology and energy efficiency to customizable solutions and expert support, the company remains dedicated to providing businesses with outstanding refrigeration solutions that optimize the storage and preservation of perishable goods. As businesses strive to meet the demands of an ever-changing market, {Company Name} stands out as a trusted partner in ensuring the integrity and quality of their products through top-of-the-line cold room solutions.
High-Quality Industrial Freezers for Your Business Needs
Industrial Freezer Company Launches Innovative Freezing TechnologyIndustrial Freezer, a global leader in commercial freezing solutions, has recently announced the launch of their latest innovative freezing technology. The company, known for its cutting-edge products and commitment to quality, has once again proven its dedication to advancing the freezing industry with this new product.With a history that spans over three decades, Industrial Freezer has built a reputation for providing superior freezing equipment to a wide range of industries, including food processing, pharmaceuticals, and chemical manufacturing. The company's focus on innovation and customer satisfaction has allowed them to stay at the forefront of the industry, constantly developing and introducing new technologies to meet the evolving needs of their clients.The newest addition to Industrial Freezer's product line is set to revolutionize the way businesses freeze and preserve their products. This innovative technology promises to deliver superior freezing efficiency, reliability, and cost-effectiveness, making it an ideal solution for businesses looking to streamline their freezing processes."We are thrilled to introduce this new freezing technology to the market," said the spokesperson for Industrial Freezer. "After extensive research and development, we have created a product that not only meets the high standards that our customers have come to expect from us but also exceeds their expectations in terms of performance and innovation."The company's dedication to quality is evident in every aspect of the new freezing technology. From its state-of-the-art design to its energy-efficient operation, Industrial Freezer has left no stone unturned in ensuring that their latest product sets a new standard for freezing solutions in the industry.In addition to its technological advancements, the new freezing technology also offers a range of customizable options to suit the specific needs of different businesses. Whether it's for large-scale food processing or smaller-scale pharmaceutical applications, Industrial Freezer's cutting-edge product can be tailored to meet the unique requirements of any operation.The launch of this new freezing technology is a testament to Industrial Freezer's ongoing commitment to driving innovation in the industry. By continuously investing in research and development, the company has been able to stay ahead of the curve and provide its customers with solutions that not only improve their operations but also contribute to their overall success.As the freezing industry continues to evolve, Industrial Freezer remains dedicated to staying at the forefront of these changes. With a team of experienced engineers and industry experts, the company is well-equipped to continue developing innovative solutions that address the evolving needs of its customers and the market as a whole."We are confident that our new freezing technology will make a significant impact on the industry," the spokesperson added. "We are excited to see the positive changes it will bring to businesses and the way they approach freezing and preserving their products."As Industrial Freezer prepares to roll out its latest freezing technology, the company is poised to once again solidify its position as a global leader in commercial freezing solutions. With a track record of excellence and a focus on innovation, Industrial Freezer is set to continue shaping the future of the freezing industry.For businesses seeking a reliable freezing solution that combines cutting-edge technology with unmatched quality, Industrial Freezer's new product is sure to be a game-changer. As the company sets its sights on the future, it remains committed to providing its customers with the most advanced and effective freezing solutions available on the market.