- Home
- Blog
- High-Quality Refrigeration Accessories Manufacturer, Factory, and Company in China - Top Solutions Available
High-Quality Refrigeration Accessories Manufacturer, Factory, and Company in China - Top Solutions Available
By:admin
The company's extensive range of refrigeration accessories is designed to meet the diverse needs of customers, whether for commercial or residential applications. From compressors to condensers, evaporators, expansion valves, and more, Bolang offers a comprehensive selection of components crafted with precision and adherence to the highest industry standards. Their state-of-the-art manufacturing facility and experienced team ensure that each product is of the highest quality, enhancing the efficiency and functionality of refrigeration systems.
Innovation and continuous improvement are core values at Bolang. The company consistently invests in research and development to develop cutting-edge solutions that optimize energy consumption and minimize environmental impact. The result is a range of refrigeration accessories that promise unparalleled performance and efficiency, while also contributing to sustainability and cost savings for the end user.
What sets Bolang's refrigeration accessories apart is their focus on durability and reliability. Made from premium quality materials, these accessories are built to withstand even the harshest operating conditions. This emphasis on quality ensures that the products deliver consistent performance over the long term, providing customers with peace of mind and value for their investment.
Ease of installation is another key feature of Bolang's refrigeration accessories. With clear instructions and user-friendly design, customers can upgrade their refrigeration systems with minimal hassle, eliminating the need for professional assistance. This emphasis on user experience ensures that customers can enjoy the benefits of the accessories without unnecessary complexity or inconvenience.
Customer satisfaction is Bolang's top priority, and the company's refrigeration accessories have received rave reviews from those who have experienced their performance. Customers have noted the transformative impact of these accessories in improving the efficiency and organization of their refrigerators, making storing and organizing food easier and more convenient. The durability and quality of the accessories have also been consistently praised, with many customers highlighting their sturdiness and well-designed features.
Bolang's commitment to excellence extends beyond the products themselves to delivering exceptional customer service. The company's knowledgeable team is dedicated to helping customers find the right solutions for their refrigeration needs, offering expert guidance and support to ensure a positive and seamless experience.
In summary, Nantong Bolang Refrigeration Equipment Co., Ltd. is dedicated to providing customers with top-quality refrigeration accessories that deliver unparalleled performance, efficiency, and durability. With a focus on innovation, sustainability, and customer satisfaction, Bolang is setting new standards in the refrigeration industry, leading the way in delivering cutting-edge solutions that meet the diverse needs of customers in China and beyond.
Company News & Blog
High-Quality Industrial Freezers for Your Business Needs
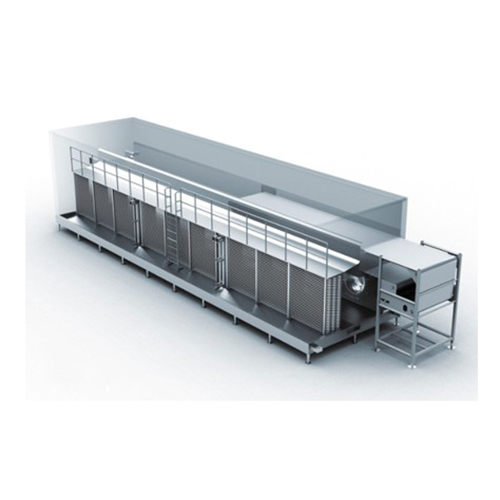
Industrial Freezer Company Launches Innovative Freezing TechnologyIndustrial Freezer, a global leader in commercial freezing solutions, has recently announced the launch of their latest innovative freezing technology. The company, known for its cutting-edge products and commitment to quality, has once again proven its dedication to advancing the freezing industry with this new product.With a history that spans over three decades, Industrial Freezer has built a reputation for providing superior freezing equipment to a wide range of industries, including food processing, pharmaceuticals, and chemical manufacturing. The company's focus on innovation and customer satisfaction has allowed them to stay at the forefront of the industry, constantly developing and introducing new technologies to meet the evolving needs of their clients.The newest addition to Industrial Freezer's product line is set to revolutionize the way businesses freeze and preserve their products. This innovative technology promises to deliver superior freezing efficiency, reliability, and cost-effectiveness, making it an ideal solution for businesses looking to streamline their freezing processes."We are thrilled to introduce this new freezing technology to the market," said the spokesperson for Industrial Freezer. "After extensive research and development, we have created a product that not only meets the high standards that our customers have come to expect from us but also exceeds their expectations in terms of performance and innovation."The company's dedication to quality is evident in every aspect of the new freezing technology. From its state-of-the-art design to its energy-efficient operation, Industrial Freezer has left no stone unturned in ensuring that their latest product sets a new standard for freezing solutions in the industry.In addition to its technological advancements, the new freezing technology also offers a range of customizable options to suit the specific needs of different businesses. Whether it's for large-scale food processing or smaller-scale pharmaceutical applications, Industrial Freezer's cutting-edge product can be tailored to meet the unique requirements of any operation.The launch of this new freezing technology is a testament to Industrial Freezer's ongoing commitment to driving innovation in the industry. By continuously investing in research and development, the company has been able to stay ahead of the curve and provide its customers with solutions that not only improve their operations but also contribute to their overall success.As the freezing industry continues to evolve, Industrial Freezer remains dedicated to staying at the forefront of these changes. With a team of experienced engineers and industry experts, the company is well-equipped to continue developing innovative solutions that address the evolving needs of its customers and the market as a whole."We are confident that our new freezing technology will make a significant impact on the industry," the spokesperson added. "We are excited to see the positive changes it will bring to businesses and the way they approach freezing and preserving their products."As Industrial Freezer prepares to roll out its latest freezing technology, the company is poised to once again solidify its position as a global leader in commercial freezing solutions. With a track record of excellence and a focus on innovation, Industrial Freezer is set to continue shaping the future of the freezing industry.For businesses seeking a reliable freezing solution that combines cutting-edge technology with unmatched quality, Industrial Freezer's new product is sure to be a game-changer. As the company sets its sights on the future, it remains committed to providing its customers with the most advanced and effective freezing solutions available on the market.
Discover the Latest Innovations in Water Chillers: A Definitive Guide
Title: Cutting-Edge Water Chiller Revolutionizes Industrial Cooling SolutionsIntroduction:In this technologically advanced era, maintaining optimal operating conditions is crucial for industrial processes across various sectors. The introduction of an innovative water chiller by an industry-leading company is set to revolutionize industrial cooling solutions, ensuring increased efficiency, sustainability, and cost-effectiveness. With a commitment to delivering cutting-edge technology, this pioneering water chiller is poised to transform the landscape of industrial cooling systems.Section 1: Industry Challenges and the Need for Advanced Cooling Solutions (100 words)Industrial processes generate substantial amounts of excess heat, which necessitates efficient cooling systems. Traditional cooling solutions often fall short in meeting the demands of modern industries, resulting in increased energy consumption, environmental impacts, and costs. Recognizing these challenges, the company embarked on a mission to develop an industry-leading water chiller that addresses these concerns while enhancing overall performance.Section 2: Introduction of the Revolutionary Water Chiller (250 words)The newly unveiled water chiller offers a paradigm shift in industrial cooling. By incorporating state-of-the-art technology and innovative design, it ensures optimum cooling efficiency, reduced energy consumption, and improved sustainability. The water chiller's key features include:1. Intelligent Energy Management:The water chiller employs advanced energy management algorithms that intelligently regulate cooling operations according to the specific requirements of industrial processes. This smart feature optimizes energy efficiency and minimizes unnecessary power consumption, resulting in substantial cost savings.2. Eco-Friendly Cooling:With an ever-increasing focus on environmental sustainability, the water chiller's design takes into account the reduction of greenhouse gas emissions and ozone depletion potential. Utilizing eco-friendly refrigerants and incorporating advanced heat exchange systems, this chiller significantly reduces its carbon footprint, ensuring a greener cooling solution.3. Enhanced Reliability:The water chiller utilizes cutting-edge technology to ensure superior reliability and minimize downtime. Its robust construction, advanced fault detection capabilities, and automated maintenance functionality contribute to uninterrupted and efficient cooling performance.4. User-Friendly Interface:The water chiller boasts an intuitive user interface, allowing for seamless monitoring and control. Equipped with a user-friendly touchscreen display, it enables easy access to real-time data, performance indicators, and remote control capabilities, enhancing ease of operation.Section 3: Advantages and Benefits (250 words)The introduction of this revolutionary water chiller offers numerous advantages and benefits to industrial users across various sectors:1. Improved Efficiency:By optimizing cooling operations, the water chiller increases efficiency, resulting in reduced energy consumption, lower operational costs, and enhanced productivity.2. Cost Savings:The intelligent energy management system significantly reduces energy expenses, enabling companies to allocate resources to other critical areas of operation.3. Environmental Sustainability:With its eco-friendly design, reduced emissions, and environmentally-conscious refrigerants, the water chiller aligns with sustainable initiatives, helping companies in their pursuit of greener manufacturing practices.4. Reliability and Maintenance:The chiller's advanced fault detection capabilities and automated maintenance functionalities ensure reduced downtime and enhanced reliability, minimizing disruptions to industrial processes.5. Enhanced Control and Monitoring:The user-friendly interface and real-time data access allow for comprehensive control and monitoring of cooling operations. This enables swift adjustments, troubleshooting, and remote control functionality.Conclusion (100 words)As industries strive for greater efficiency, sustainability, and cost-effectiveness, the introduction of this pioneering water chiller represents a significant advancement in industrial cooling solutions. Its cutting-edge technology, intelligent energy management, and eco-friendly design make it an ideal choice for industries seeking to optimize their cooling processes. By combining innovation with reliability, this water chiller promises to deliver superior cooling performance, reduced energy consumption, and increased operational efficiency, paving the way for a more sustainable and productive industrial future.
High-Quality Walk-In Cold Room Manufacturer, Factory, Company in China | Customizable Solutions
Nantong Bolang Refrigeration Equipment Co., Ltd is making significant strides in the field of freezing systems and cold chain equipment manufacturing. With over 12 years of experience and a commitment to innovation, the company has cemented its position as a leading domestic manufacturer in China. Bolang's dedication to quality and advanced research and development capabilities have propelled them to the forefront of the industry, positioning them as a trusted provider of high-quality refrigeration solutions.The company's latest offering, the innovative Walk-In Cold Room, is a testament to their expertise in designing and manufacturing cutting-edge refrigeration equipment. Crafted with precision and innovation, the Walk-In Cold Room is a revolutionary product that boasts unparalleled performance and reliability. With a spacious interior and customizable options, this cold room provides an efficient storage solution for a variety of industries, including hotels, restaurants, food processing companies, and pharmaceuticals.Nantong Bolang Refrigeration Equipment Co., Ltd has prioritized the development of the Walk-In Cold Room to ensure that it meets the demanding needs of the food service and hospitality industries. The cold room's robust and durable construction guarantees long-lasting performance, even in the most demanding environments. The insulated panels offer maximum thermal efficiency, effectively trapping cold air inside and preventing any temperature fluctuations. This not only preserves the quality of perishable goods but also helps reduce energy consumption, leading to significant cost savings.Furthermore, the Walk-In Cold Room has been designed with user-friendly controls, allowing for easy monitoring and adjustment of temperature settings. The efficient refrigeration system ensures quick and uniform cooling, enabling a rapid chilling process for newly stocked items. The cold room also comes equipped with a reliable alarm system that alerts users in case of any temperature deviations or other issues, prioritizing the safety of valuable inventory.Customer testimonials have reaffirmed the efficiency and reliability of the Walk-In Cold Room. Those in the food industry have praised the product for its spacious design, impeccable cooling capabilities, and user-friendly interface. The room's sturdy construction and adjustable temperature controls make it an ideal solution for businesses requiring large-scale refrigeration. Whether for a restaurant, grocery store, or catering service, the Walk-In Cold Room has proven to be a game-changing product.In addition to manufacturing innovative cold rooms, Nantong Bolang Refrigeration Equipment Co., Ltd is dedicated to providing high-quality customer service and support. The company's talented team with advanced R&D capabilities is committed to designing and manufacturing products that meet the evolving needs of the market. With a focus on quality, reliability, and efficiency, Bolang aims to deliver the best cold storage solutions tailored to the specific requirements of their clients.By consistently raising the bar in refrigeration technology, Nantong Bolang Refrigeration Equipment Co., Ltd has earned the trust of countless companies worldwide. The Walk-In Cold Room stands as a testament to the company's commitment to quality and reliability, offering a hassle-free and efficient refrigeration solution for businesses of all sizes.As a leading manufacturer and supplier in the industry, Nantong Bolang Refrigeration Equipment Co., Ltd continues to demonstrate its innovative prowess and dedication to shaping the future of commercial refrigeration. With a focus on advancing technology, quality, and customer satisfaction, the company is well-positioned to lead the way in providing state-of-the-art refrigeration solutions for a wide range of industries.
Top 5 Refrigeration Units for Commercial Use
Refrigeration Unit has recently announced the introduction of their latest refrigeration technology, revolutionizing the way companies store and transport temperature-sensitive goods. This innovative unit is set to transform the industry with its cutting-edge features and advanced capabilities.With a history of providing top-of-the-line refrigeration solutions, Refrigeration Unit has established itself as a leader in the field. With a focus on delivering high-quality, reliable products, the company has built a strong reputation for excellence and customer satisfaction.The new refrigeration unit is designed to meet the evolving needs of businesses that rely on the transportation and storage of perishable goods. With its state-of-the-art technology, the unit offers precise temperature control, ensuring that goods are kept at the ideal conditions throughout the entire supply chain. This is particularly important for industries such as food and pharmaceuticals, where maintaining the integrity of products is critical.One of the standout features of the new refrigeration unit is its energy efficiency. By utilizing advanced cooling systems and innovative design, the unit consumes less energy while delivering superior performance. This not only reduces operating costs for businesses but also aligns with the growing emphasis on sustainability and environmental conservation.In addition to its technological advancements, the refrigeration unit is also designed with user convenience in mind. It features a user-friendly interface that allows for easy monitoring and control of the temperature settings. This intuitive interface is complemented by a robust construction that ensures durability and longevity, even in the most demanding environments."We are thrilled to introduce our latest refrigeration technology to the market," said [Company Spokesperson]. "This unit embodies our commitment to innovation and excellence, and we are confident that it will set a new standard for the industry. We believe that businesses will appreciate the advanced features and reliability that this unit offers, and we are excited to see the positive impact it will have on their operations."Refrigeration Unit's dedication to quality and customer satisfaction is evident in every aspect of the new refrigeration unit. From its cutting-edge technology to its user-friendly design, the unit reflects the company's unwavering commitment to meeting the needs of its customers. With a track record of delivering exceptional products, Refrigeration Unit has once again proven its position as a leading provider of refrigeration solutions.As businesses continue to seek out more advanced and efficient ways to handle temperature-sensitive goods, Refrigeration Unit's new refrigeration unit is poised to meet these demands and exceed expectations. With its blend of innovation, reliability, and user convenience, the unit is set to make a significant impact in the industry and provide businesses with a competitive edge.Overall, Refrigeration Unit's latest offering represents a significant leap forward in the refrigeration industry. With its advanced technology, energy efficiency, and user-friendly design, the unit is well-positioned to set a new standard for performance and reliability. As businesses look for ways to enhance their operations and streamline their processes, this innovative refrigeration unit offers a compelling solution that meets their evolving needs.
Ice Maker: The Ultimate Guide to Choosing the Perfect Machine!
Title: Cutting-Edge Ice Making Machine Revolutionizes the IndustryIntroduction:In an era of rapid technological advancements, the ice making industry has witnessed a game-changing innovation with the introduction of a revolutionary ice making machine. This cutting-edge device, developed by a visionary company specializing in commercial refrigeration solutions, is set to transform the way ice is produced and used across various sectors. Leveraging state-of-the-art technology, the new ice making machine aims to enhance efficiency, reliability, and sustainability while meeting the ever-growing demand for ice.Company Introduction:The company behind this groundbreaking invention is a leader in refrigeration technology, specializing in developing innovative solutions for commercial and industrial applications. With a track record spanning several decades, they have earned a stellar reputation for their commitment to quality, reliability, and customer satisfaction. Their team of engineers and experts continuously strives to improve and revolutionize the industry through their cutting-edge products.Offering a comprehensive range of refrigeration equipment, the company focuses on developing environmentally friendly solutions that promote sustainability and energy efficiency. By closely monitoring industry trends and customer demand, they have managed to provide industry-leading products that meet the unique requirements of various businesses ranging from hospitality to healthcare and beyond.New Ice Making Machine:The latest offering from this industry-leading company is an ice making machine designed to surpass the industry's standards of efficiency and performance. The machine's meticulous engineering guarantees the production of top-quality ice, while its cutting-edge features set it apart from competitors.1. High Production Capacity:One of the machine's key distinguishing factors is its impressive production capacity, capable of churning out a significant volume of ice within a short span of time. This aspect is crucial for businesses that require large quantities of ice regularly, such as restaurants, bars, hotels, and event organizers.2. Advanced Cooling Technology:Incorporating advanced cooling technology, the ice making machine optimizes energy consumption while ensuring quick and efficient ice production. This feature contributes to long-term cost savings and reduced environmental impact, aligning with the company's commitment to sustainability.3. User-Friendly Interface:The user-friendly interface of the ice making machine allows operators to easily operate and monitor the device. Equipped with intuitive controls and digital displays, the machine ensures hassle-free usage, even for those who are not well-versed in operating complex equipment.4. Customizable Ice Shapes and Sizes:Recognizing the diverse needs of different businesses, the ice making machine offers customizable ice shapes and sizes. This versatility enables caterers, mixologists, and foodservice providers to create a captivating visual experience and meet specific requirements for various drinks or culinary presentations.5. Hygienic Ice Production:The ice making machine prioritizes cleanliness and hygiene, incorporating state-of-the-art filtration systems to eliminate impurities and bacteria during the ice production process. This feature ensures the delivery of pristine, uncontaminated ice, vital for maintaining food safety standards.Impact on the Industry:The introduction of this game-changing ice making machine is expected to have a substantial impact on the ice production industry. By improving efficiency, reducing energy consumption, and enhancing user experience, the machine enables businesses to optimize their operations significantly. This innovation will also lead to reduced costs associated with ice production and enhance profit margins.Furthermore, the customizable ice shapes and sizes contribute to elevating customer experience and satisfaction. The ability to offer tailored ice solutions for specific drinks or presentations can be a unique selling point for businesses wishing to stand out in a competitive market.Conclusion:As the demand for ice continues to surge in multiple industries, the innovation brought about by this new ice making machine is poised to revolutionize the sector. With its unrivaled production capacity, energy efficiency, and customizable features, businesses across the hospitality, food and beverage, and events sectors can now optimize their operations while delivering top-quality, hygienic ice. The visionary company behind this groundbreaking invention remains committed to shaping the future of the refrigeration industry through their cutting-edge technology and unwavering commitment to customer satisfaction.
High-Quality Freeze Drying Machine for Efficient Food Preservation
As technology continues to advance, the way we preserve and store our food and pharmaceuticals is also improving. One of the latest innovations in this field is the Freeze Drying Machine developed by a leading company in the industry. This state-of-the-art machine is revolutionizing the way products are freeze dried, offering a more efficient and effective method for preserving a wide range of items.The Freeze Drying Machine, developed by [Company Name], is the result of years of research and development in the field of freeze drying technology. As a company known for its commitment to innovation and quality, [Company Name] has been at the forefront of developing cutting-edge solutions for the food and pharmaceutical industries. The Freeze Drying Machine is the latest addition to their product line, and it promises to deliver exceptional results for businesses and consumers alike.One of the key features of the Freeze Drying Machine is its advanced technology, which allows for precise control over the freeze drying process. This ensures that products are preserved at their optimal state, with minimal loss of quality and nutritional value. In addition, the machine is designed to be user-friendly, with a simple interface that allows for easy operation and monitoring of the freeze drying process.The versatility of the Freeze Drying Machine is another standout feature. It is capable of freeze drying a wide range of products, including fruits, vegetables, meats, and pharmaceuticals. This makes it an invaluable tool for businesses in the food and pharmaceutical industries, as it allows them to preserve their products in a way that maintains their quality and shelf life.In addition to its technical capabilities, the Freeze Drying Machine is also designed with efficiency in mind. It is equipped with energy-saving features that help to reduce operating costs, making it a cost-effective solution for businesses looking to improve their freeze drying processes. This aligns with [Company Name]'s commitment to sustainability and environmental responsibility, as they continue to develop solutions that reduce energy consumption and waste.Furthermore, the Freeze Drying Machine is built to be durable and reliable, with high-quality materials and components that ensure long-term performance. This makes it a valuable investment for businesses, as they can rely on the machine to deliver consistent results over time. With proper maintenance and care, the machine is designed to have a long operational lifespan, providing businesses with a dependable solution for their freeze drying needs.[Company Name] is also known for its excellent customer support and service, and this extends to the Freeze Drying Machine. They offer comprehensive training and support for businesses looking to integrate the machine into their operations, ensuring that they are able to maximize its capabilities and benefits. Additionally, their team of experts is available to provide technical assistance and guidance, helping businesses to get the most out of their investment in the Freeze Drying Machine.As the demand for effective freeze drying solutions continues to grow, the Freeze Drying Machine developed by [Company Name] is poised to make a significant impact on the industry. Its advanced technology, versatility, efficiency, and reliability make it a standout option for businesses looking to enhance their freeze drying processes. With its commitment to innovation and quality, [Company Name] has once again demonstrated its leadership in the industry, providing businesses with a solution that meets their needs and exceeds their expectations.
Explore the Benefits of Industrial Freezers for Commercial Applications
Title: Cutting-Edge and Revolutionary Industrial Freezer Sets New Standard in Food PreservationIntroduction:In today's rapid-paced and ever-changing world, efficient and reliable equipment plays a critical role in various industries. One such vital component is the industrial freezer; a technological marvel that has greatly revolutionized the food preservation industry. In this news article, we will explore the ingenious features and exceptional performance of a cutting-edge industrial freezer, setting a new standard for businesses operating in the food and beverage sector.[Company Name], a leader in advanced cooling and freezing solutions, introduces their latest innovation in industrial freezing technology. This groundbreaking freezer boasts unparalleled features and delivers superior performance, catering to the diverse requirements of the food industry. Let's delve into the specifics of this state-of-the-art industrial freezer, poised to shape the future of food preservation.Revolutionary Features:The new industrial freezer is built on the foundation of innovation and incorporates an array of features that ensure optimal freezing conditions, delivering superior results in terms of quality, safety, and efficiency.1. Advanced Temperature Control: The industrial freezer sets the benchmark with its precise and customizable temperature control system. It maintains the perfect freezing temperature for various food products, preserving their freshness and nutritional value.2. Enhanced Airflow Technology: Featuring an advanced airflow distribution system, this freezer guarantees uniform cooling across every shelf and compartment, eliminating temperature fluctuations and ensuring consistent freezing results for all types of items.3. Intelligent Defrosting Mechanism: The freezer's intelligent defrosting mechanism minimizes downtime and increases productivity. Utilizing cutting-edge sensors and algorithms, it identifies ice build-up proactively and initiates defrost cycles, thereby reducing manual intervention and optimizing overall performance.4. State-of-the-Art Insulation: Equipped with high-quality insulation materials, the freezer maintains a stable environment, effectively preventing the escape of cold air and minimizing energy consumption. This innovation significantly reduces operational costs for businesses without compromising on performance.5. User-Friendly Interface: The freezer's intuitive control panel and user-friendly interface make it extremely easy to operate, even for those with minimal technical knowledge. This enables businesses to streamline their freezing processes and optimize productivity.Benefits for the Food Industry:With its groundbreaking features, the new industrial freezer offers a range of benefits specifically designed to meet the evolving needs of the food and beverage industry.1. Improved Food Safety: The precise temperature control guarantees optimum freezing conditions, inhibiting bacterial growth and preserving the organoleptic properties of food items. This ensures that consumers receive safe and wholesome food products.2. Extended Shelf Life: The exceptional freezing capabilities of this industrial freezer effectively extend the shelf life of perishable goods, reducing waste and providing businesses with a competitive edge in the market.3. Enhanced Efficiency: The intelligent defrosting mechanism and advanced airflow technology eliminate manual defrosting requirements, reducing operational interruptions and increasing overall efficiency. This leads to higher production output and improved profitability.4. Cost Savings: The top-notch insulation technology utilized in this freezer ensures minimal heat exchange, resulting in significant energy savings. Additionally, the advanced temperature control prevents over-freezing, maximizing product quality and reducing losses.Conclusion:[Company Name] has once again proved their pioneering spirit in the field of industrial freezing technology, introducing a game-changing industrial freezer that sets new standards in food preservation. With its revolutionary features, this state-of-the-art freezer promises improved efficiency, enhanced food safety, and extended shelf life for businesses operating in the food industry. As consumers demand fresher and safer products, this cutting-edge freezer ensures manufacturers keep up with evolving market demands, gaining a competitive edge in the process.
Efficient and Reliable Commercial Ice Machines: Boost Your Business Operations
Title: Cutting-Edge Commercial Ice Machine Revolutionizes the Food IndustryIntroduction:In today's fast-paced food industry, efficient and reliable equipment plays a crucial role in meeting the demands of customers. Introducing the highly anticipated commercial ice machine that is set to transform the way businesses operate in the culinary world. This cutting-edge innovation promises to increase productivity, reduce downtime, and deliver high-quality ice for a range of applications, including restaurants, hotels, bars, and cafeterias. With its state-of-the-art features and superior craftsmanship, this commercial ice machine aims to be the go-to solution for all businesses seeking a reliable and efficient ice production system.I. Background and Company Overview:{Insert Company name}, a renowned industry leader in refrigeration technologies, has designed and manufactured the revolutionary commercial ice machine. With decades of experience and a commitment to innovation, {Company name} has become synonymous with premium-quality products that cater to diverse business needs. Established with a vision to revolutionize the food industry, the company aims to provide cutting-edge solutions that enhance operational efficiency and optimize customer satisfaction.II. Key Features and Benefits:1. Speed and Efficiency: The commercial ice machine boasts a sophisticated design that enables rapid ice production, surpassing industry standards in both production capacity and speed. With its advanced technology, businesses can meet high demand effortlessly, ensuring uninterrupted service and customer satisfaction.2. Reliability and Durability: {Company name}'s commercial ice machine is built to withstand the rigors of continuous and heavy-duty usage while maintaining its performance quality over an extended period. With robust construction and industry-leading materials, this machine guarantees a long-lasting investment for businesses.3. Ice Quality and Variability: The state-of-the-art ice production technology ensures impeccable ice quality, meeting the most stringent health and safety standards. The machine produces crystal-clear ice cubes, flakes, or nuggets, allowing flexibility in accommodating differing customer preferences or specific culinary requirements.4. User-Friendly Interface: The intuitive control panel and easy-to-use features make operating the machine a seamless experience for businesses of all sizes. The interface provides real-time monitoring, customizable settings, and diagnostic capabilities, empowering users to maintain optimal ice output effortlessly.5. Energy Efficiency: The commercial ice machine incorporates energy-saving features, contributing to sustainability efforts and reducing operating costs. Intelligent sensors and automated settings minimize energy consumption, making it an environmentally friendly choice for businesses committed to eco-conscious practices.III. Market Impact and Future Prospects:The introduction of this groundbreaking commercial ice machine is expected to have a profound impact on the food industry. Businesses utilizing this innovative technology can enhance operational efficiency by reducing downtime, improving customer satisfaction, and increasing overall productivity. The ability to produce high-quality ice quickly and consistently will enable food establishments to meet evolving consumer needs promptly. Furthermore, the energy-efficient design aligns with global sustainability goals, making the commercial ice machine an ideal choice for environmentally conscious businesses.IV. Conclusion:{Company name}'s commercial ice machine represents a significant technological advancement in the food industry. Its exceptional performance, reliability, and user-friendly design position it as a game-changer in ice production, empowering businesses to streamline operations and elevate customer experiences. With a commitment to delivering superior quality and cutting-edge solutions, {Company name} continues to revolutionize the industry and set new standards for efficiency, reliability, and sustainability.
Top Refrigeration Accessories for Your Needs
Refrigeration Accessories, a leading provider of high-quality refrigeration and air conditioning components, is revolutionizing the industry with its innovative products and unmatched customer service. With a commitment to excellence and a dedication to meeting the needs of the market, Refrigeration Accessories has become a trusted name in the field of refrigeration and air conditioning.The company offers a wide range of products including compressors, condensers, evaporators, filters, and other essential components for refrigeration and air conditioning systems. Their products are designed and manufactured with precision and care, ensuring optimal performance and reliability for their customers.Refrigeration Accessories takes pride in its ability to meet the unique needs of its customers. From custom orders to bulk shipments, the company is equipped to handle a wide range of requirements and specifications. Their team of experts is dedicated to providing personalized service and support, ensuring that each customer receives the attention and solutions they need.In addition to their exceptional product offerings, Refrigeration Accessories is committed to staying on the cutting edge of industry advancements. They invest in research and development to continually improve their products and stay ahead of technological advancements. This dedication to innovation has positioned Refrigeration Accessories as a leader in the industry, providing their customers with the latest and most reliable components for their refrigeration and air conditioning systems.One of the key factors that sets Refrigeration Accessories apart from the competition is their unwavering commitment to quality. Every product that comes out of their facilities undergoes rigorous testing and quality control to ensure that it meets the highest standards. This dedication to excellence has earned them the trust and loyalty of their customers, who rely on Refrigeration Accessories for their critical refrigeration and air conditioning needs.The company's customer-centric approach is another reason for their success. They prioritize building strong, long-term relationships with their customers, working closely with them to understand their specific needs and provide tailored solutions. In an industry where reliability and performance are paramount, Refrigeration Accessories has set itself apart by going above and beyond to deliver exceptional service and support to its customers.As Refrigeration Accessories continues to grow and expand its reach, it remains committed to upholding its core values of integrity, quality, and customer satisfaction. The company's strong leadership and dedicated team are driven to maintain their position as a market leader and to continue providing innovative, high-quality products to their customers.Refrigeration Accessories has solidified its reputation as a reliable and trustworthy provider of refrigeration and air conditioning components. With a focus on quality, innovation, and customer service, the company is well-positioned to continue its success and remain a top choice for businesses looking for the best in refrigeration and air conditioning solutions.In conclusion, Refrigeration Accessories is a company that is making waves in the industry with its exceptional products and unwavering dedication to customer satisfaction. With a strong focus on quality and innovation, the company is well-positioned to continue meeting the needs of the market and providing top-tier solutions for refrigeration and air conditioning systems. As they continue to grow and expand, Refrigeration Accessories will undoubtedly remain a trusted and reliable partner for businesses in need of high-quality refrigeration and air conditioning components.
Efficient and Eco-Friendly Vacuum Drying Machine for Optimal Results
Title: Advanced Vacuum Drying Machine Revolutionizes Industrial Drying ProcessesIntroduction:Innovation in the field of industrial drying processes has reached new heights with the introduction of an advanced Vacuum Drying Machine by an industry-leading company. This cutting-edge technology is set to revolutionize various sectors, from pharmaceuticals and chemicals to food processing and electronics. By eliminating moisture content efficiently and optimizing product quality, the vacuum drying machine is poised to transform industries around the globe.Paragraph 1:Designed with precision and ingenuity, the vacuum drying machine is a result of extensive research and development efforts aimed at tackling the challenges faced by manufacturers in traditional drying methods. By combining vacuum technology with state-of-the-art control systems, this new-generation drying machine offers unparalleled efficiency, productivity, and product quality.Paragraph 2:One of the key advantages of the vacuum drying machine lies in its ability to thoroughly eliminate moisture content from a wide range of materials. By creating a low-pressure environment, the machine significantly lowers the boiling point of water present in the product. Consequently, the evaporation process occurs at much lower temperatures, preventing thermal degradation, and preserving the integrity of the dried material.Paragraph 3:Furthermore, this innovative machine ensures gentle drying, even for sensitive and delicate materials. With precise temperature control and reduced oxygen levels inside the chamber, it eliminates the risk of oxidation, discoloration, or deterioration during the drying process. This makes it an ideal solution for industries such as pharmaceuticals and electronics, where product integrity and quality are of paramount importance.Paragraph 4:Not only does the vacuum drying machine offer remarkable efficiency and precision, but it also promotes energy savings. By operating at lower temperatures, it requires less energy compared to conventional drying methods, resulting in reduced operational costs for manufacturers. Additionally, the machine is equipped with advanced automation features that optimize drying time, leading to increased productivity and faster turnaround for businesses.Paragraph 5:The adaptability and versatility of the vacuum drying machine ensure its applicability across diverse sectors. In the food processing industry, it can be utilized for preserving the color, flavor, and nutritional value of various food products, including fruits, vegetables, herbs, and spices. Similarly, in the chemical industry, it finds application in drying solvents, polymers, or other chemical compounds, enhancing the efficiency of manufacturing processes.Paragraph 6:Thanks to the vacuum drying machine's user-friendly interface and intuitive controls, it can be seamlessly integrated into existing production lines, minimizing downtime and training requirements. Its reliable performance, coupled with easy maintenance, ensures smooth operations for businesses of all sizes.Paragraph 7:Furthermore, this pioneering machine prioritizes safety features, including automatic shut-off systems, leak detection, and pressure control mechanisms, ensuring maximum safety during the drying process. These attributes make it compliant with industry standards, giving manufacturers peace of mind while operating the equipment.Conclusion:The advent of the advanced vacuum drying machine marks a significant milestone in industrial drying processes. Its ability to optimize product quality, reduce energy consumption, and enhance productivity makes it a game-changer for numerous industries. By pushing the boundaries of efficiency and precision, this innovation promises to shape the future of manufacturing, establishing new benchmarks in the field of industrial drying.